- 1. ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ
- 2. ОСНОВЫ ЭЛЕКТРОТЕХНИКИ
- 3. ДОПУСКИ И ПОСАДКИ
- 4. ОСНОВЫ ОХРАНЫ ТРУДА И ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ
- 5. ОСНОВЫ ТЕХНОЛОГИИ СЛЕСАРНЫХ РАБОТ
- 6. ОСНОВНЫЕ СВЕДЕНИЯ О ТЕХНИКИ РЕЗКИ
- 7. ТЕХНОЛОГИЯ ПЛАЗМЕННОЙ РЕЗКИ
- 8. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РУЧНОЙ КИСЛОРОДНОЙ РАЗДЕЛИТЕЛЬНОЙ РЕЗКИ
- 9. ЛАЗЕРНЫЕ ТЕХНОЛОГИИ ПРИ РЕЗКЕ
- 10. КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ СОЕДИНЕНИЙ
- ИТОГОВЫЙ МЕЖДИСЦИПЛИНАРНЫЙ ЭКЗАМЕН
1.1. Основные свойства металлов и сплавов
Металлами называются вещества, атомы которых располагаются в определённом геометрическом порядке, образуя при этом кристаллы. Им присущ специфический металлический блеск. Кроме того, металлы обладают хорошей пластичностью, высокой теплопроводностью и электропроводностью. Это дает возможность обрабатывать их под давлением (прокатка, ковка, штамповка, волочение). Металлы обладают хорошими литейными свойствами, а также свариваемостью, способны работать при низких и высоких температурах. Металлические изделия и конструкции легко соединяются с помощью болтов, заклепок и сварки. Наряду с этим металлы обладают и существенными недостатками: имеют большую плотность, при действии различных газов и влаги коррозируют, а при высоких температурах значительно деформируются.
Существует такое определение как «чистый металл» оно весьма условно. Так как любой чистый металл содержит примеси, а потому его следует рассматривать как сплав. Под термином «чистый металл» всегда понимается металл, содержащий примеси 0,01–0,001 %. Современная металлургия позволяет получать металлы высокой чистоты (99,999 %). Однако примеси даже в малых количествах могут оказывать существенное влияние на свойства металла.
Чистые металлы обладают высокой пластичностью и низкой прочностью, что не обеспечивает требуемых физико-химических и технологических свойств. Поэтому их применение в строительстве и технике в качестве конструкционных материалов сильно ограничено. Наиболее широко используют сплавы, обладающие более высокой прочностью, твердостью и износостойкостью и т. д.
Сплавы – это системы, состоящие из нескольких металлов или металлов и неметаллов. Все металлы и образованные из них сплавы делят на две группы: черные и цветные.
К черным металлам относятся железо и сплавы на его основе – стали и чугуны, остальные металлы являются цветными. В строительстве в основном применяют черные металлы – чугуны и стали для каркасов зданий, мостов, труб, кровли, арматуры в бетоне и для других металлических конструкций и изделий.
К цветным металлам относятся все металлы и сплавы на основе алюминия, меди, цинка, титана. Цветные металлы являются более дорогостоящими и дефицитными.
Физические свойства.
К этим свойствам относятся: цвет, удельный вес, теплопроводность, электропроводность, температура плавления.
Цвет металла или сплава является одним из признаков, позволяющих судить о его свойствах. При нагреве по цвету поверхности металла можно примерно определить, до какой температуры он нагрет, что особо важно для сварщиков. Однако некоторые металлы (алюминий) при нагреве не меняют цвета. Поверхность окисленного металла имеет иной цвет, чем не окисленного.
Удельный вес — вес одного кубического сантиметра вещества, выраженный в граммах. В авто- и авиастроении вес деталей является одной из важнейших характеристик, поскольку конструкции должны быть не только прочными, но и легкими. Чем больше удельный вес металла, тем более тяжелым (при равном объеме) получается изделие.
Теплопроводность — способность металла проводить тепло — измеряется количеством тепла, которое проходит по металлическому стержню сечением в 1 см2 за 1 мин. Чем больше теплопроводность, тем труднее нагреть кромки свариваемой детали до нужной температуры.
Температура плавления — температура, при которой металл переходит из твердого состояния в жидкое.
Чистые металлы плавятся при одной постоянной температуре, а сплавы — в интервале температур.
Механические свойства.
К механическим свойствам металлов и сплавов относятся прочность, твердость, упругость, пластичность, вязкость. Эти свойства обычно являются решающими показателями, по которым судят о пригодности металла к различным условиям работы.
Прочность — способность металла сопротивляться разрушению при действии на него нагрузки.
Твердость — способность металла сопротивляться внедрению в его поверхность другого более твердого тела.
Упругость — свойство металла восстанавливать свою форму и размеры после прекращения действия нагрузки.
Пластичность — способность металла изменять форму и размеры под действием внешней нагрузки и сохранять новую форму и размеры после прекращения действия сил. Пластичность — свойство, обратное упругости. Чем больше пластичность, тем легче металл куется, штампуется, прокатывается.
Вязкость — способность металла оказывать сопротивление быстро возрастающим (ударным) нагрузкам. Вязкость — свойство, обратное хрупкости. Вязкие металлы применяются в тех случаях, когда детали при работе подвергаются ударной нагрузке (детали вагонов, автомобилей и т. п.).
Технологические свойства.
Пластичность - способность металла, подвергнутого нагрузке, деформироваться под действием внешних сил без разрушения и давать остаточную (сохраняющуюся после снятия нагрузки) деформацию. Пластичность иногда характеризуют величиной удлинения образца при растяжении. Отношение приращения длины образца при растяжении к его исходной длине, выражаемое в процентах, называется относительным удлинением и обозначается δ, %. Относительное удлинение определяется после разрыва образца и указывает способность металла удлиняться под действием растягивающих усилий.
Ковкость - способность металла без разрушения поддаваться обработке давлением (ковке, прокатке, прессовке и т.д.) называется его ковкостью. Ковкость металла зависит от его пластичности. Пластичные металлы обычно обладают и хорошей ковкостью.
Усадка - усадкой металла называется сокращение объема расплавленного металла при его застывании и охлаждении до комнатной температуры.
Соответствующее изменение линейных размеров, выраженное в процентах, называется линейной усадкой.
Жидкотекучесть - способность расплавленного металла заполнять форму и давать хорошие отливки, точно воспроизводящие форму, называется жидкотекучестью. Кроме хорошего заполнения формы, лучшая жидкотекучесть способствует получению здоровой плотной отливки благодаря более полному выделению из жидкого металла газов и неметаллических включений. Жидкотекучесть металла определяется его вязкостью в расплавленном состоянии.
Износостойкость - способность металла сопротивляться истиранию, разрушению поверхности или изменению размеров под действием трения называется износостойкостью.
Коррозионная стойкость - способность металла сопротивляться химическому или электрохимическому разрушению его во внешней влажной среде под действием химических реактивов и при повышенных температурах называется коррозионной стойкостью.
Обрабатываемость - способность металла обрабатываться при помощи различных режущих инструментов называется обрабатываемостью.
Основные методы испытания металлов.
Механические свойства характеризуют способность материала сопротивляться деформации и разрушению под действием приложенных нагрузок.
По характеру изменения во времени действующей нагрузки механические испытания могут быть статическими (на растяжение, сжатие, изгиб, кручение), динамическими (на ударный изгиб) и циклическими (на усталость).
По воздействию температуры на процесс их делят на испытания при комнатной температуре, низкотемпературные и высокотемпературные (на длительную прочность, ползучесть).
Статические испытания проводятся при воздействии на образец с определенной скоростью постоянно действующей нагрузки. Скорость деформации составляет от 10-4 до 10-1 с-1. Статические испытания на растяжение относятся к наиболее распространенным. Свойства, определяемые при этих испытаниях, приведены в многочисленных стандартах по техническим условиям на материалы. К статическим относятся испытания на растяжение, сжатие, изгиб, кручение.
Динамические испытания характеризуются приложением к образцу ударной нагрузки и значительной скоростью деформации. Длительность испытания не превышает сотен долей секунды. Скорость деформации составляет около 102 с-1. Динамические испытания чаще всего проводят по схеме ударного изгиба образцов с надрезом.
Циклические испытания характеризуются многократными изменениями нагрузки по величине и по направлению. Примером испытаний являются испытания на усталость, они длительны и по их результату определяют число циклов до разрушения при разных значениях напряжения. В конечном итоге находят предельные напряжения, который образец выдерживает без разрушения в течение определенного числа циклов нагружения.
Испытания на твердость.
Твердость – это сопротивление материала проникновению в его поверхность стандартного тела (индентора), не деформирующегося при испытании.
Это неразрушающий метод контроля. Основной метод оценки качества термической обработке изделия. О твердости судят либо по глубине проникновения индентора (метод Роквелла), либо по величине отпечатка от вдавливания (методы Бринелля, Виккерса, микротвердости).
Во всех случаях происходит пластическая деформация материала. Чем больше сопротивление материала пластической деформации, тем выше твердость.
Наибольшее распространение получили методы Бринелля, Роквелла, Виккерса и микротвердости. Схемы испытаний представлены на рисунке 1.
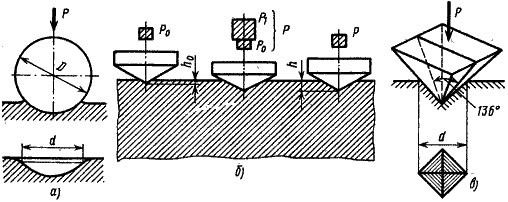
Рис. 1. Схемы определения твердости:
а – по Бринеллю; б – по Роквеллу; в – по Виккерсу.
Твердость по Бринеллю.
Испытание проводят на твердомере Бринелля (рисунок 1 а).
В качестве индентора используется стальной закаленный шарик диаметром D 2,5; 5; 10 мм, в зависимости от толщины изделия.
Нагрузка Р, в зависимости от диаметра шарика и измеряемой твердости: для термически обработанной стали и чугуна – P=30D2, литой бронзы и латуни – P=10D2, алюминия и других очень мягких металлов – P=2,5D2.
Продолжительность выдержки : для стали и чугуна – 10 с, для латуни и бронзы – 30 с.
Полученный отпечаток измеряется в двух направлениях при помощи лупы Бринелля.
Твердость определяется как отношение приложенной нагрузки Р к сферической поверхности отпечатка F:
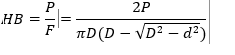
Стандартными условиями являются D = 10 мм; Р = 3000 кгс; = 10 с. В этом случае твердость по Бринеллю обозначается НВ 250, в других случаях указываются условия: НВ D / P / τ, НВ 5/250/30 – 80.
Метод Роквелла.
Основан на вдавливании в поверхность наконечника под определенной нагрузкой (рисунок 1 б)
Индентор для мягких материалов (до НВ 230) – стальной шарик диаметром 1/16” (Ø1,6 мм), для более твердых материалов – конус алмазный.
Нагружение осуществляется в два этапа. Сначала прикладывается предварительная нагрузка P0 (10 ктс) для плотного соприкосновения наконечника с образцом. Затем прикладывается основная нагрузка Р1, в течение некоторого времени действует общая рабочая нагрузка Р. После снятия основной нагрузки определяют значение твердости по глубине остаточного вдавливания наконечника h под нагрузкой P0.
В зависимости от природы материала используют три шкалы твердости (таблица 1)
Таблица 1 — Шкалы для определения твердости по Роквеллу.
|
Шкала |
Обозначение |
Индентор |
Нагрузка, кг. |
Область применения |
||
|
Р0 |
Р1 |
Р2 |
||||
|
А |
HRA |
Алмазный конус |
10 |
50 |
60 |
Для особо твердых материалов |
|
В |
HRB |
Закаленный стальной шарик |
10 |
90 |
100 |
Для относительно мягких материалов |
|
С |
HRC |
Алмазный конус |
10 |
140 |
150 |
Для относительно твердых материалов |
Метод Виккерса.
Твердость определяется по величине отпечатка (рисунок 3 в).
В качестве индентора используется алмазная четырехгранная пирамида с углом при вершине 136°.
Твердость рассчитывается как отношение приложенной нагрузки P к площади поверхности отпечатка F:
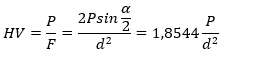
Нагрузка Р составляет 5…100 кгс. Диагональ отпечатка d измеряется при помощи микроскопа, установленного на приборе.
Преимущество данного способа в том, что можно измерять твердость любых материалов, тонкие изделия, поверхностные слои. Высокая точность и чувствительность метода.
Способ микротвердости – для определения твердости отдельных структурных составляющих и фаз сплава, очень тонких поверхностных слоев (сотые доли миллиметра).
Аналогичен способу Виккерса. Индентор – пирамида меньших размеров, нагрузки при вдавливании Р составляют 5…500 кгс:
Испытание на растяжение.
Для испытаний применяют плоские и цилиндрические образцы, вырезанные из детали или специально изготовленные. Размеры образцов регламентированы указанным стандартом, они подчиняются геометрическому подобию и могут быть короткими и длинными. Для цилиндрического образца берется соотношение начальной рабочей длины l0 и исходного диаметра d0: l0= 5d0- короткий образец, l0= 10d0 - длинный образец. Для плоского образцаберется соотношение рабочей длины l0 и площади поперечного сечения F0:
l0= 5,65√F0 - короткий образец, l0= 11,3√F0 - длинный образец. Цилиндрические образцы изготавливаются диаметром 3 мм и более. Образцы состоят из рабочей части длиной l0 и головок, форма и размер которых соответствуют захватам машины (рис. 2).

Рис. 2. Цилиндрические и плоские образцы до (а) и после (б) испытания на растяжение
Растяжение образца проводят на специальных машинах, позволяющих фиксировать величину прилагаемой нагрузки и изменение длины образца при растяжении. Эти же машины дают возможность записывать изменение длины образца при увеличении нагрузки (рис. 3), т.е. первичную диаграмму испытания на растяжение в координатах: нагрузка Р, Н, кН; и абсолютное удлинение образца А, мм.

Рис. 3. Первичная диаграмма растяжения
Измеряя величину нагрузки в характерных точках диаграммы испытаний на растяжение (рис.4), определяют следующие параметры механических свойств материалов:
- σ пц- предел пропорциональности, точка р;
- σ 0,05 - предел упругости, точка е;
- σ т - предел текучести физический, точка s;
- σ 0,2- предел текучести условный;
- σ в - временное сопротивление разрыву, или предел прочности, точка b.
Значения 0,05 и 0,2 в записи предела упругости и текучести соответствуют величине остаточной деформации ∆l в процентах от l0 при растяжении образца. Напряжения при испытании на растяжение вычисляют путем деления нагрузки Р, соответствующей характерной точке на диаграмме, на площадь первоначального поперечного сечения F0 рабочей части испытуемого образца:
σпц=Pпц / F0 ; σ0,05=P 0,05 / F0 ; σт=Pт / F0 , или σв=P max / F0 ;
Площадь поперечного сечение F0определяется по следующим формулам:
- для цилиндрического образца
- для плоского образца
где а0 - первоначальная толщина; b0 - первоначальная ширина образца.
В точке k устанавливают напряжение сопротивления разрушению материала.
Предел пропорциональности и предел упругости определяют с помощью тензометра (прибор для определения величины деформации). Предел текучести физический и условный рассчитывают, находя нагрузку по диаграмме растяжения. Если на диаграмме нет площадки текучести, то для вычисления условного предела текучести необходимо провести графические построения на диаграмме (рис. 4). Вначале находят величину остаточной деформации, равную 0,2 % от l0, далее отмечают отрезок на оси деформации, равный 0,2 % от l0, и проводят линию, параллельную пропорциональному участку диаграммы растяжения, до пересечения с кривой растяжения.

Рис. 4. Определение предела текучести.
Нагрузка P0,2 соответствует точке их пересечения. Физический и условный предел текучести характеризуют способность материала к началу пластической деформации, т.е. сопротивление малой пластической деформации.
Предел прочности можно подсчитать, используя показания силоизмерителя, по максимальной нагрузке Рmax при разрыве либо найти Рmax (Рв) по первичной диаграмме растяжения. Характер деформации при растяжении вязких и хрупких материалов существенно различается.
Хрупкие материалы после достижения максимальной нагрузки быстро разрушаются без значительной пластической деформации, поэтому σв для хрупких материалов является характеристикой сопротивления разрушению, а для пластичных - характеристикой сопротивления деформации.
Напряжение разрушения определяют как истинное. При этом нагрузку разрушения делят на конечную площадь поперечного сечения образца после разрушения FK:
Sк=Pк/Fк
Все рассчитанные таким образом величины являются характеристиками прочности материала.
Пластичность, т.е. способность деформироваться без разрушения, характеризуется изменениями размеров образца. При испытании на разрыв определяют следующие характеристики пластичности:
- относительное удлинение
δ=(lk-l0)/ l0*100%
- относительное сужение
Ψ=(F0к-F)/ F0*100%
где lк, Fк — соответственно, длина рабочей части и площадь поперечного сечения образца после разрыва.
Рассчитанные характеристики механических свойств после испытания на растяжение заносятся в протокол.
Испытания на ударный изгиб.
Ударная вязкость характеризует удельную работу, затрачиваемую на разрушение при ударе образца с надрезом. Ударная вязкость испытывается на маятниковом копре с постоянным запасом работы маятника. Метод испытания на ударный изгиб при пониженной, комнатной и повышенной температурах». Стандарт распространяется на черные и цветные металлы и сплавы и устанавливает метод испытания при температурах от -100 до +1000 °С. Метод основан на разрушении ударом маятникового копра образца с концентратором напряжений. В результате испытания определяют полную работу, затраченную при ударе К, или ударную вязкость КС.
Используют образцы прямоугольной формы с концентратором типа U, V, Т (усталостная трещина). Наиболее распространенными образцами являются образцы размерами 55x10x10 мм с U-концентратом 2x2 мм (рис. 5).

Рис. 5. Стандартный образец с U-образным надрезом для испытаний на ударный изгиб
На разрушение ударом образца затрачивается только часть энергии маятника, в связи с чем маятник после разрушения образца продолжает двигаться, отклоняясь на определенный угол. Чем больше величина работы, затрачиваемой на разрушение образца, тем на меньший угол он отклоняется от вертикали после разрушения. По величине этого угла и определяют работу удара К или работу, затраченную на разрушение образца. Работу разрушения К относят к площади поперечного сечения образца Soв месте излома и тем самым находят КС - ударную вязкость:
KC = K/S0,
где K измеряется в Дж (кгс*м), S0— в м2 (см2).
В зависимости от вида концентратора ударная вязкость обозначается KCU, KCV, КСТ и имеет размерность МДж/м2 (МДж/см2) или кгс*м/см2.
Черные и цветные металлы и сплавы.
Основные способы производства черных металлов. В основную группу черных металлов входят чугун и сталь (ГОСТ 4832—58), в специальных чугунах – более 5%. Основным способом изготовления чугунов является плавка железных руд в доменных печах. Состоящие из природной смеси окислов железа и пустой породы (глинозема, кремнезема), железная руда служит основой получения железа. Освобождение от вредных примесей, восстановление из окислов и отделение от пустой породы при воздействии больших температур - позволяют получить железо. Полученные при доменной плавке чугуны подразделяются на белые, серые и ковкие.
Основой такой классификации является состав материала и его назначение. Чугун, содержащий до 4,5% углерода, определяется как белый. Его состав включает различные добавки, такие как: марганец, сера, кремний, фосфор. Способом его изготовления является процесс остывания жидкого чугуна, при этом, содержащийся в материале углерод образует цементит. Белый чугун по техническим характеристикам твердый и хрупкий. Область его применения – сырье для производства стали. При большом содержании в руде кремния и углерода в результате технологического процесса получают литейный или серый чугун. Химический состав включает: кремний - до 4,25%; углерод - 1,7 - 4,2%. Полученный в результате медленного остывания материал подвижен (заливка и разливка в формы) и легко поддается последующей обработке режущими инструментами. В состав серого чугуна углерод входит в виде чешуек графита. В местах излома материал имеет серый цвет. Содержание 2 - 2,2% углерода определяет ковкий чугун. Его получают с помощью процесса томления в печах отливок белого чугуна, размещенных в стальных ящиках.
Классификация сталей и сплавов производится по химическому составу, по качеству (по способу производства и содержанию вредных примесей), по степени раскисления и характеру затвердевания. Металла в изложнице, а также по назначению.
По химическому составу углеродистые стали различают в зависимости от содержания углерода на следующие группы:
• малоуглеродистые - менее 0,3% С;
• среднеуглеродистые - 0,3...0,7% С;
• высокоуглеродистые - более 0,7 %С.
В легированных сталях их классификация по химическому составу определяется суммарным процентом содержания легирующих элементов:
• низколегированные - менее 2,5%;
• среднелегированные - 2,5... 10%;
• высоколегированные - более 10%.
Легированные стали, и сплавы делятся также на классы по структурному составу:
в отожженном состоянии - доэвтектоидный, заэвтектоидный, ледвбуритный (карбидный), ферритный, аустенитный;
в нормализованном состоянии - перлитный, мартенситный и аустенитный. К перлитному классу относят углеродистые и легированные стали с низким содержанием легирующих элементов, к мартенситному - с более высоким и к аустенитному - с высоким содержанием легирующих элементов.
По качеству, то есть по условиям производства (способу производства и содержанию вредных примесей), стали и сплавы делятся на следующие группы:
Обыкновенного качества (рядовые) с содержанием серы менее 0,06 %, и с содержанием фосфора менее 0,07 %;
Качественные с содержанием серы менее 0,04 %, и с содержанием фосфора менее 0,035%;
Высококачественные с содержанием серы менее 0,025 %, и содержанием фосфора менее 0,025%;
Особо высококачественные с содержанием серы менее 0,015 %, и содержанием фосфора менее 0,025 %.
По назначению стали делятся:
Конструкционные, предназначенные для изготовления строительных и машиностроительных изделий.
Инструментальные, из которых изготовляют режущий, мерительный, штамповый и прочие инструменты. Эти стали содержат более 0,65% углерода.
С особыми физическими свойствами, например, с определенными магнитными характеристиками или малым коэффициентом линейного расширения: электротехническая сталь, суперинвар.
С особыми химическими свойствами, например, нержавеющие, жаростойкие или жаропрочные стали.
По степени удаления кислорода из стали, т. е. По степени раскисления, существуют:
• спокойные стали, т. е., полностью раскисленные; такие стали обозначаются буквами "сп" в конце марки (иногда буквы опускаются);
• кипящие стали - слабо раскисленные; маркируются буквами "кп";
• полуспокойные стали, занимающие промежуточное положение между двумя предыдущими; обозначаются буквами "пс".
Сталь обыкновенного качества подразделяется еще и по поставкам на 3 группы:
• сталь группы А поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора);
• сталь группы Б - по химическому составу;
• сталь группы В - с гарантированными механическими свойствами и химическим составом.
В зависимости от нормируемых показателей (предел прочности, относительное удлинение, предел текучести, изгиб в холодном состоянии) сталь каждой группы делится на категории, которые обозначаются арабскими цифрами.3.
Цветные металлы - техническое название всех металлов и их сплавов (кроме железа и его сплавов).
Сплавы цветных металлов применяют для изготовления деталей, работающих в условиях агрессивной среды, подвергающихся трению, требующих большой теплопроводности, электропроводности и уменьшенной массы.
Принята условная классификация цветных металлов, по которой они разделены по различным признакам, характерным для той или иной группы:
- легкие металлы (алюминий, титан, магний),
- тяжелые цветные металлы (медь, свинец, цинк, олово, никель),
- благородные металлы (в т. ч. платиновые металлы),
- тугоплавкие металлы,
- рассеянные металлы,
- редкоземельные металлы,
- радиоактивные металлы.
Цветная металлургия — отрасль металлургии, которая включает добычу, обогащение руд цветных металлов и выплавку цветных металлов и их сплавов. Различают металлургию легких металлов и металлургию тяжелых металлов.
Основные цветные металлы
Алюминий.
Алюминий - это цветной металл, который обладает высокой электропроводностью, хорошей пластичностью, но имеет низкие механические свойства. Различают алюминий первичный и вторичный.
Алюминий имеет огромное значение в промышленности из-за высокой пластичности, большой тепло и электропроводности, слабой коррозии, т.к. образующая на поверхности пленка Al2O3 защищает металл от окисления. Из него делают тонкий прокат, фольгу, любой профиль прессованием и другими видами обработки давления. Из него изготавливают разного типа провода, применяют в электроаппаратуре.
Как конструкционный материал алюминий чаще всего применяется в сплавах со следующими легирующими элементами: Cu, Zn, Mg, Ni, Fe, Mn, Ti, Si, Cr, которые формируют упрочняющие зоны и фазы.
Сплав алюминия с медью называется дюралюминием (дюраль); сплав с кремнием – силумин – только литейный сплав. Сплав с марганцем – АМц одновременно повышает коррозионную стойкость; Ni, Ti, Cr, Fe повышает жаропрочность сплавов, затормаживая процесс диффузии; литий и бериллий способствуют возрастанию модуля упругости.
Все алюминиевые сплавы можно разделить на деформируемые (изготавливают лист, трубы, профиль, паковки, штамповки) и литейные – для фасонного литья.
Сплавы алюминия нашли широкое применение, прежде всего в авиации, автомобилестроении, судостроении и других отраслях народного хозяйства.
Алюминиевые сплавы подразделяются на деформируемые и литейные. Порошковые материалы, композиты деформируются, а иногда льются.
Неупрочняемые сплавы Al – Mn (АМц) и Al – Mg (АМг). Это коррозионностойкие материалы, идущие на изготовление бензо -, маслобаков, корпусов судов.
Упрочняемые сплавы Al -Mg – Si (АВ, АД31, АД33) идут для изготовления лопастей и деталей кабин вертолетов, барабанов колес гидросамолетов.
Дюралюмины Al – Cu – Mg (Д1, Д16, Д18, Д19, ВД17, В93, В95, В96 и др.).
Дюраль содержит от 2 до 4,5 Cu и, кроме того, он часто легируется Mg (~0.5%), Mn, Fe, Be, Si, Zn. Перечисленные элементы образуют ряд химических соединений, растворяемых в алюминии – матрице (CuAl2, Mg2Si) и нерастворимых Fe, Mn, Cu. Механические свойства после закалки и старения (отпуска) зависят от температуры закалки и старения, скорости охлаждения.
Высокопрочные сплавы Al – Zn – Mg – Cu (В93, В95, В96Ц) более прочны, чем дюралюминий, обладают лучшей коррозионной стойкостью и применяются для изготовления шпангоутов, лонжеронов, стрингеров. Алюминиевые сплавы часто применяются для изготовления поковок штамповок лопастей винта самолета, рам, поясов лонжеронов, крепежных деталей. Это сплавы АК1, АК6, АК8, АК4.
Жаропрочные алюминиевые сплавы системы Al – Cu – Mn (Д20, Д21) и Al – Cu – Mg – Fe – Ni (АК – 4 – 1) применяют для изготовления поршней, головок цилиндров, дисков, лопаток компрессоров и т.д., работающих при температурах до 300°С. Жаропрочность достигается за счет легирования Ni, Fe, Ti, (Д20, Д21, АК – 4 – 1).
Литейные алюминиевые сплавы применяются для изготовления литых заготовок. Это сплавы Al – Si (силумины), Al – Cu (дюрали), Al – Mg (Амг). К силуминам относятся сплавы Al – Si (AЛ – 2), Al – Si – Mg (АЛ – 4, АЛ – 9, АЛ – 34), которые упрочняются термообработкой. Силумины хорошо льются, обрабатываются резанием, свариваются, анодируются, пропитываются лаками.
Высокопрочные и жаропрочные литейные сплавы систем Аl – Cu – Mn (АЛ – 19), Al – Cu – Mn – Ni (АЛ – 33), Al – Si – Cu – Mg (АЛ – 3, АЛ – 5). Легированные Ti, Cr, Ni, Cl, Zn жаропрочны до 300°С, хорошо термообрабатываются. Из них изготавливают поршни, головки блока, цилиндров и т.п.
Коррозионностойкие литейные алюминиевые сплавы систем Al – Mg (АЛ8, АЛ27) и Al – Mg – Zn (АЛ24) хорошо льются и свариваются. Легирование Be, Ti, Zn вызывает изменение зерна. Они термообрабатываются.
Спеченный алюминиевый порошок (САП) получается прессованием (700 МПа) при температуре 500 – 600°С алюминиевой пудры. САП характеризуется высокой прочностью и жаропрочностью до 500°С.
Спеченные алюминиевые сплавы систем Al-Si-Ni (СОС 1), Al-Si-Fe (СОС 2) иногда легированные Mn,Cr, Zn, Ti, V закаливаются, стареют, жаропрочны до 350°С.
Композиционные алюминиевые сплавы армируются борными волокнами (АД1, АД33, ВКА – 1, ВКА – 2), стальной проволокой (КАС-1, КАС-1А) прочны, гнутся, обладают большой ударной вязкостью, жаропрочностью, усталостью, прочностью.
Медь.
Медь - это металл, который является наиболее распространенным среди цветных, обладающим высокой пластичностью, электропроводностью и теплопроводностью. Медь хорошо сплавляется со многими металлами, образуя сплавы, которые широко используются в машиностроении.
Медь и ее сплавы находят широкое применение в электротехнической промышленности, электронике, приборостроении, плавильном производстве, двигателестроении. Основные сплавы, применяемые в конструкциях, – это латуни и бронзы.
Медь плавится при 1083°С, плотность 8, 94 кг/дм, ГЦК – решетка, диамагнитна, не имеет полиморфизма, отлично электро- и теплопроводна. Выпускается 11 марок меди МООБ (99,99% Cu, бескислородная), МОБ (99,97% Cu), МО (99,95% Cu), М1 (99,9% Cu), М2 (99,7% Cu) и др. Вредные элементы в меди: Bi, Pb, O, H, Se, S, Te и др. придают красноломкость, хрупкость, хладноломкость, чувствительность к трещинам.
Сплавы меди с цинком называются латунями. Они содержат до 45% Zn. Сплавы меди с другими элементами таблицы Менделеева (Ag, Al, Au, Cd, Fe, Ni, Pt, P, Sb, Sn, Zn, Be, Pb, Kd и др.) называются бронзами.
Латуни бывают деформируемые и литейные. Деформируемые латуни обозначаются буквой «Л» и цифрой, показывающей содержание меди (Л96, Л63). Часто латуни легируют Pb, Sn, Fe, Al, Si, Mn, Ni и др. элементами с целью придания определенных свойств. В этом случае ставят после Л обозначение элемента соответственно O, Ж, А, С, Мц, Н и т.д. Числа показывают содержание меди и последующих легирующих элементов.
Например: ЛАНМц59 – 3 – 2 – 2 содержит Cu – 59%, Al – 3%, Ni – 2%, Mn – 2%, Zn – остальное – 34%.
Примечание -Н — сплав нагартованный, упрочненный со степенью пластической деформации 50% (Н) и 40% (Н*); О — отожженный при 600 °С после соответствующей степени деформации; 3 — закаленный, (3+С) — после закал- ки и старения; (3+Н+С) — закалённый, нагартованный и состаренный; П — литье в песчаные формы; К— литье в кокиль.
Литейные латуни обозначаются буквами ЛЦ с цифрой указывающей содержание Zn. Их так же легируют другими элементами, например, Лц23А6Ж2Мц2 содержат: 23% – Zn, 6% – Al, 2% – Fe, 2% – Mn. По сравнению с медью латуни обладают большей прочностью, твердостью, коррозионной стойкостью, жидкотекучестью, отлично обрабатываются давлением (α – латуни) на лист, сорт, трубы, специальный профиль.
Из литейных латуней изготавливают запорную арматуру, задвижки, подшипниковые вкладыши и многое другое. Бронзы маркируют буквами Бр. В деформируемых бронзах после этих букв указывают легирующие элементы, а в конце их содержание. Например, Бр0Ф6,5-04 содержит 6,5% Sn и 0,4% P, остальное медь. Литейные бронзы маркируются с букв. Бр, затем легирующий элемент с цифрой и т.д. Например, Бр03Ц12С5 содержит Sn – 3%, Zn – 12%, Pb – 5%, основа Cu.
Бронзы оловянистые бывают одно – и двухфазные. С увеличением содержания олова прочность увеличивается в связи с появлением, кроме α – фазы, δ – фазы. Оловянистые бронзы бывают деформируемые и литейные. Деформируемые бронзы имеют однофазную α – структуру, их обычно легируют фосфором (до 0,4%). К ним относятся, например, БрОФ65 – 04, БрОЦ4 -3, БрОЦС4 – 4 – 25 и т.д. Для удешевления оловянистой бронзы в нее добавляют 5 – 10% Zn, 3 – 5% Pb, чтобы получать БрОЦС 5 – 5 – 5. Литейные оловянистые бронзы Бр03Ц12С5, Бр03Ц7С5Н1, Бр05Ц5С5, Бр05С25, Бр010ФЛ и др. обычно имеют двухфазную структуру (α + δ). Они устойчивы к химии, антифрикционны. Из них изготавливают запорную арматуру, подшипники скольжения. Фосфор вводят для легирования и лучшего раскисления от CuO, SnO.
Применяют так же алюминиевые бронзы (БрA5), алюминиевожелезистые (БрА9ЖЗ), алюминиевомарганцовистые (БрАМц 9 – 2), алюминиевожелезоникелиевые БрАЖН10 – 4 – 4), кремнистые (БрК3), кремнемарганцевые (БрКМц3 – 1), бериллиевые (БрБ2), бериллиевоникельтитановые 19), хромовые (БрХ05), хромосеребряные (БрХAg05 – 05), циркониевые (БрЦр07) и т.д. Эти бронзы имеют большую твердость и упругость, особенно бериллиевые. Алюминиевые бронзы применяются для изготовления втулок, фланцев, шестерен. Бериллиевая бронза закаливается с 800°С и подвергается старению при 300 – 350°С. Получается твердость 350 – 400 НВ. Она используется для изготовления пружин, мембран, пружинящих контактов и т.д.
Отличным антифрикционным материалом является свинцовистая бронза (БрС30). Из латуней, как конструкционных сплавов, изготавливают трубки, сильфоны, гибкие гофрированные шланги, мелкий сортовой прокат, лист и т.д.
Из оловянистых бронз изготавливают антифрикционные изделия, подпятники, подшипники скольжения, втулки, пояски поршневых колец. Высокопрочные алюминиевые бронзы идут на изготовление шестерен, втулок, пружин, подшипников.
Из бериллиевой бронзы изготавливают упругие элементы манометров, приборов, пружины, мембраны. Хромистые и циркониевые бронзы используются в двигателестроении.
Применение цветных металлов.
В современной технике объем применения цветных металлов и сплавов на их основе непрерывно растет. В связи с бурным развитием авиастроения, ракетной и атомной техники, химической промышленности в качестве конструкционных материалов в настоящее время стали применять такие металлы (и сплавы на их основе), как титан, цирконий, никель, молибден и даже ниобий, гафний и др.
Области применения отдельных цветных металлов и сплавов на их основе весьма разнообразны.
Медь и ее сплавы широко используют в химическом машиностроении, для изготовления трубопроводов самого различного назначения, емкостей, различных сосудов в криогенной технике и т. п.
Алюминий и его сплавы применяют для изготовления различных емкостей в химической и пищевой промышленности. Сплавы на основе алюминия широко применяют для самолетов, ракет, судов, в строительстве и т. п. в связи с их сравнительно высокой прочностью при малой плотности, высокой коррозионной стойкостью в некоторых агрессивных средах и высокими механическими свойствами при низких температурах.
Особенности цветных металлов
- Некоторые металлы (медь, магний, алюминий) обладают сравнительно высокими теплопроводностью и удельной теплоемкостью, что способствует быстрому охлаждению места сварки, требует применения более мощных источников теплоты при сварке, а в ряде случаев предварительного подогрева детали.
- Для некоторых металлов (медь, алюминий, магний) и их сплавов наблюдается довольно резкое снижение механических свойств при нагреве, в результате чего в этом интервале температур металл легко разрушается от ударов, либо сварочная ванна даже проваливается под действием собственного веса (алюминий, бронза).
- Все цветные сплавы при нагреве в значительно больших объемах, чем черные металлы, растворяют газы окружающей атмосферы и химически взаимодействуют со всеми газами, кроме инертных. Особенно активные в этом смысле более тугоплавкие и химически более активные металлы: титан, цирконий, ниобий, тантал, молибден. Эту группу металлов часто выделяют в группу тугоплавких, химически активных металлов.
Особенности обработки цветных металлов
Цветные металлы прочны и долговечны, способны переносить высокие температуры. Недостаток только один — способность корродировать и разрушаться под воздействием кислорода.
Одним из самых эффективных методов защиты цветного металла от атмосферной коррозии считается нанесение защитных лакокрасочных материалов. Существуют три группы средств для защиты металлических поверхностей: грунтовки, краски и универсальные препараты «три в одном». Грунтовка — незаменимое средство борьбы с атмосферным окислением, одно- или двухслойное грунтование производится перед окрашиванием, помимо защитных свойств сообщая финишному покрытию лучшую адгезию к основанию. При выборе состава важно знать, что для разных металлов используются разные грунтовки
Для алюминиевых оснований используют специальные грунтовки на цинковой основе либо уретановые краски. Медь, латунь и бронзу обычно не красят — эти металлы поставляются на рынок с заводской обработкой, защищающей поверхность и подчеркивающей ее красоту. Если же целостность такого «фирменного» покрытия со временем нарушается , его лучше полностью удалить с помощью растворителя , после чего основание следует отполировать и покрыть эпоксидным или полиуретановым лаком
Антифрикционные сплавы применяют для изготовления деталей, работающих на истирание в подшипниках трения - скольжения (для их заливки, чтобы уменьшить трение, износ и нагревание пар трения) и втулок.
Антифрикционные сплавы должны обладать низким коэффициентом трения, высокой теплопроводностью, хорошей прирабатываемостью к валу, малой плотностью и хорошими технологическими свойствами. В эксплуатации эти сплавы не должны изнашиваться или вызывать сильный износ вала.
В связи с этим строение антифрикционных сплавов должно быть разнородным с мягкой пластичной основой и равномерно распределенными мелкими твердыми частицами.
Твердые частицы служат опорой вала и уменьшают трение, а мягкая пластичная основа обеспечивает прирабатываемость. Кроме того, в этой основе (изнашивающейся при трении) образуются мельчайшие каналы, по которым распределяется смазка.
К сплавам для подшипников трения - скольжения относятся антифрикционные бронзы, чугуны, сплавы на основе Zn; баббиты - легкоплавкие сплавы на основе Pb, Sn, Zn, Al, а также металлокерамические материалы.
Термическая и химико-термическая обработка металлов.
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Виды термической обработки стали
Отжиг - это нагрев стали до температуры, определяемой целью отжига, выдержка при этой температуре и последующее медленное охлаждение. Цель отжига — устранение химической неоднородности сталей, понижение твердости для облегчения механической обработки и др. Полный отжиг осуществляется путем нагрева стали на 30—50°С выше температур, определяемых линией GSK; выдержки при этой температуре и последующего охлаждения вместе с печью. Время выдержки должно быть достаточным для нагрева изделия по всему сечению.
Разновидностью полного отжига является нормализация, заключающаяся в нагреве стали на 30—50°С выше линии GSE, выдержке при этих температурах с последующим охлаждением на воздухе. Цель нормализации — снятие остаточных напряжений в металле и выравнивание его структуры.
Отжиг 1 рода (гомогенизация, рекристаллизация, снятие напряжений). Целью является получение равновесной структуры. Такой отжиг не связан с превращениями в твердом состоянии (если они и происходят, то это — побочное явление).
Отжиг 2 рода связан с превращениями в твердом состоянии. К отжигу 2 рода относятся: полный отжиг, неполный отжиг, нормализация, изотермический отжиг, патентирование, сфероидизирующий отжиг.
Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур. Критическая скорость охлаждения, необходимая для закалки, зависит от химического состава металла. Закалка может сопровождаться полиморфным превращением, при этом из исходной высокотемпературной фазы образуется новая неравновесная фаза (например, превращение аустенита в мартенсит при закалке стали). Существует также закалка без полиморфного превращения, в процессе которой фиксируется высокотемпературная метастабильная фаза (например, при закалке бериллиевой бронзы происходит фиксация альфа фазы, пересыщенной бериллием).
Закалка состоит из нагрева стали до температур выше на 30—50°С линии GSK с последующим быстрым охлаждением. Основная цель закалки — повышение твердости и прочности стали.
Кроме обычной полной закалки стали, может производиться поверхностная закалка. Наиболее распространена поверхностная закалка токами высокой частоты с помощью специальных генераторов, дающих переменный ток с частотой до 10 млн. герц. Нагрев изделия осуществляется индуктором, по которому проходят токи высокой частоты. Индуктор наводит (индуцирует) токи в изделии, помещенном внутри его. Изготовляют индуктор обычно из полых медных трубок, по которым циркулирует вода. Благодаря этому сам индуктор не нагревается. Форма индуктора должна повторять форму изделия, чтобы нагрев производился равномерно по всей поверхности изделия.
Отпуск необходим для снятия внутренних напряжений, а также для придания материалу требуемого комплекса механических и эксплуатационных свойств. В большинстве случаев материал становится более пластичным при некотором уменьшении прочности.
В процессе отпуска уже закаленная сталь нагревается до температуры ниже линии PSK, выдерживается при этой температуре и охлаждается на воздухе или в масле. Главная цель отпуска — снизить хрупкость закаленной стали.
Температура нагрева при отпуске колеблется от 75 до 650°С.
Выбор той или иной температуры зависит от назначения изготовляемой детали. При повышении температуры нагрева твердость и прочность закаленной стали снижаются, а вязкость увеличивается.
В практике термообработки различают три вила отпуска: низкий, который выполняется при температурах до 250°С, средний — при температурах до 450°С и высокий — при температурах до 650°С. Высокий отпуск обеспечивает более полное снятие остаточных напряжений, высокую вязкость и достаточную прочность стали.
Для термической обработки сталей применяется специальное оборудование, состоящее из нагревательных устройств, приспособлений (бачки с водой и маслом, закалочные клещи и т. д.) и приборов для контроля теплового режима и результатов термической обработки. Из нагревательных устройств используются главным образом электрические муфельные печи и печи, работающие на жидком или газообразном топливе. В качестве охлаждающих сред служат воздух, масло, вода, растворы солей в воде.
Нормализация. Изделие нагревают до аустенитного состояния (на 30…50 градусов выше АС3) и охлаждают на спокойном воздухе
Дисперсионное твердение (старение). После проведения закалки (без полиморфного превращения) проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
Термическая обработка придает стальным изделиям определенные механические свойства: высокую твердость, повысив этим сопротивление износу, меньшую хрупкость для улучшения обработки или повышения ударной вязкости и т. д. Это достигается нагревом и последующим охлаждением стали по строго определенному температурному режиму. В результате в нужном направлении изменяется структура стали, которая и определяет ее механические свойства.
Химико-термическая обработка стали.
Химико-термической обработкой называют процесс изменения химического состава, структуры и свойств поверхностных слоев и металла.
Такая обработка применима к деталям, от которых требуется твердая и износоустойчивая поверхность при сохранении вязкой и достаточно прочной сердцевины, высокая коррозионная стойкость, высокое сопротивление усталости.
Химико-термическая обработка стали основана на диффузии (проникновении) в атомно-кристаллическую решетку железа атомов различных химических элементов при нагреве стальных деталей в среде, богатой этими элементами.
Наиболее распространенными видами химико-термической обработки стали являются: цементация — насыщение поверхности стальных деталей углеродом; азотирование — насыщение поверхности стальных деталей азотом; цианирование — одновременное насыщение поверхности стальных деталей углеродом и азотом.
Кроме этих основных видов химико-термической обработки, в промышленности применяют также поверхностное насыщение стали металлами: алюминием, хромом, кремнием и др. Процесс этот называется диффузионной металлизацией стали.
Цементация.
Цементация — процесс поверхностного насыщения стальных деталей углеродом. Цель цементации получить детали с вязкой сердцевиной и твердой поверхностью. Такие детали во время работы не разрушаются от ударов и хорошо сопротивляются истиранию. Цементации подвергают детали из углеродистой и легированной стали с содержанием углерода от 0,08 до 0,35%. Богатые углеродом смеси, применяемые для цементации, — карбюризаторы — могут быть твердыми, жидкими и газообразными.
Цементация в твердом карбюризаторе производится путем нагрева деталей, упакованных в железные ящики (рис. 68) вместе с карбюризатором.
Карбюризатор представляет собой порошкообразную смесь, состоящую из древесного угля (70%), углекислого бария ВаСO3 (20—25%) и углекислого кальция СаСO3 (3—5%).
Температуру цементации принимают на 20—50° выше точки АC3 . Температура до 920—930° С позволяет почти в два раза сократить длительность процесса без ухудшения механических свойств стали. Насыщение стали углеродом происходит путем непосредственного соприкосновения частиц угля с поверхностью стальных деталей в газовой среде, которая служит передатчиком углерода. При правильном подборе карбюризатора содержание углерода в поверхностном слое не превышает 1,0—1,10%, что можно считать нормальным. Продолжительность цементации — от 5 до 15 и более часов в зависимости от глубины науглероживания и марки стали. Для цементации могут быть использованы самые разнообразные печи — камерные, непрерывного действия, с вращающейся ретортой, обогреваемые мазутом, газом или электрические.
Жидкостной цементации подвергают мелкие изделия; их погружают в расплавленные соляные ванны, состоящие из 75-85% Na2CO3 (сода), 10-15% NaCl(поваренная соль) и 6—10% SiC(карбид кремния).
Газовая цементация в окиси углерода СО впервые была применена П. П. Аносовым. Сущность ее состоит в том, что цементируемые изделия нагревают и выдерживают при температуре 920—950° С в печи, куда в течение всего процесса непрерывно подается цементирующий газ. Для этой цели используют природный газ, состоящий в основном из метана СН4, или искусственные газы, получаемые в результате разложения (пиролиза) нефтепродуктов— керосина, различных масел, бензола, пиробензола и др. Основной составляющей искусственных газов также является метан СН4.
Детали загружают в муфельные печи, в которые вводят цементирующие газы. При газовой цементации продолжительность процесса сокращается в 2—2,5 раза. Так, для получения цементированного слоя глубиной 1,0—1,2 мм требуется затратить 4—5 часов. Кроме этого, газовая цементация обладает и другими преимуществами: возможностью регулировать процесс за счет изменения количества и химического состава подаваемого газа: отсутствием громоздкого оборудования и угольной пыли; возможностью производить закалку непосредственно из печи. Процесс газовой цементации более экономичен.
Азотирование.
Азотированием называется насыщение поверхности стали азотом. Основоположником азотирования стали является русский ученый проф. Н. П. Чижевский, который впервые исследовал и применил этот процесс. Для азотирования используют аммиак NH3. Сущность азотирования заключается в том, что аммиак при температуре 500—750° С разлагается на азот и водород, и активные атомы азота (атомарный азот), диффундируя в поверхностный слой, сообщают поверхности стали большую твердость, не влияя на механические свойства сердцевины деталей. В промышленности для изготовления деталей, подлежащих азотированию, в настоящее время широко применяют сталь марки 35ХМЮА или ее заменитель 35ХВФЮА. После окончательной механической обработки детали закаливают от температуры 960° С с охлаждением в воде или в масле и подвергают отпуску при 600° С также с охлаждением в воде или в масле. Затем детали азотируют. Продолжительность азотирования от 12 до 60 и даже до 90 часов в зависимости от требуемой толщины азотированного слоя и характера процесса.
Длительность выдержки деталей в потоке аммиака в печи влияет на глубину азотированного слоя. В среднем при 500° С азот за каждые 10 часов диффундирует на глубину 0,1 мм. На практике для сокращения времени азотирования процесс ведут путем ступенчатого нагрева: вначале в течение 12—15 часов при температуре 500— 520° С; затем температуру поднимают до 550—600° С и дают выдержку 15—20 часов. При таком режиме длительность процесса удается сократить в 2,0—2,5 раза. В результате азотирования твердость стали достигает НВ 1000—1100; последующей термической обработки не требуется.
Азотирование имеет ряд преимуществ перед цементацией: она дает незначительное изменение размеров деталей, обеспечивает более высокую твердость и износоустойчивость (при нагреве до температуры 500—550° С твердость азотированных деталей не снижается); сообщает деталям хорошую сопротивляемость действию переменных нагрузок, высокий предел выносливости и коррозионную стойкость. Недостаток азотирования — длительность процесса.
Азотирование применяют в машиностроении для получения высокого качества дизельной аппаратуры, измерительного инструмента, зубчатых колес и др.
Цианирование — процесс одновременного насыщения поверхности стали углеродом и азотом для придания ей высокой твердости, сопротивляемости истиранию и коррозионной стойкости.
Одновременное присутствие в среде углерода и азота ускоряет их совместную диффузию в поверхностные слои стали. Такими средами могут быть расплавленные цианистые соли (жидкостное цианирование), науглероживающие и азотирующие газы (газовое цианирование), твердые порошки и пасты (твердое цианирование). Цианированию подвергают углеродистые и легированные стали.
Существует два вида цианирования: высокотемпературное и низкотемпературное.
Высокотемпературное цианирование применяют для деталей из углеродистой и легированной стали с содержанием углерода 0,3—0,4% с целью получения твердого, хороша сопротивляющегося истиранию поверхностного слоя и вязкой сердцевины. Такое цианирование проводится при температурах 780— 930° С, т. е. выше точки ЛГ1, когда сталь находится в состоянии аустенита и преобладает процесс насыщения ее углеродом. Этот вид цианирования широко применяют на автомобильных заводах для зубчатых колес и различных мелких деталей.
Низкотемпературное цианирование применяют для инструментов из быстрорежущей стали при температурах 500—600° С, т. е. ниже точки AC1, когда преобладает процесс насыщения стали азотом, с последующим медленным охлаждением цианированного инструмента.
В последнее время на заводах вводится новый процесс цианирования — газовое цианирование, или нитроцементация. Газовое цианирование занимает промежуточное положение между газовой цементацией и азотированием и поэтому иногда называется нитроцементацией.
При газовом цианировании детали нагреваются в смеси газов, содержащих углерод и азот. Для этой цели используют смесь окиси углерода СО и аммиака ΝΗ3. При их химическом взаимодействии образуются активный углерод и азот. В последнее время газовое цианирование (нитроцементацию) производят в печах, оборудованных для газовой цементации, путем введения в рабочее пространство этих печей бензола или пиробензола.
Диффузионная металлизация.
Кроме указанных процессов насыщения поверхности стали углеродом и азотом, широко применяют насыщение стали алюминием, хромом, кремнием и др. Этот процесс применяют главным образом с целью получения стальных деталей, устойчивых против разъедания щелочами и кислотами, а также с целью повышения устойчивости стали против окисления горячими печными газами, т. е. против образования окалин.
Алитированием называется процесс насыщения поверхности стальных и чугунных деталей алюминием с целью повышения их жаростойкости. Алитированию подвергают главным образом малоуглеродистые стали. Процесс алитирования может происходить в твердой, жидкой и газообразной средах. Наиболее распространен способ алитирования в твердой среде. Детали, подлежащие алитированию, укладывают в железные ящики со смесью, состоящей из 49% порошка алюминия, 49% окиси алюминия и 2% хлористого аммония. Укладывать детали в ящики следует так же, как при цементации в твердом карбюризаторе. Ящики плотно закрывают крышками, обмазывают огнеупорной глиной, погружают в печь и нагревают в течение 5—10 часов при температуре от 900 до 1100° С. За это время образуется алитированный слой глубиной 0,3—1,0 мм.
После алитирования детали подвергаются диффузионному отжигу при температуре около 1000° С с выдержкой 4—6 часов. В результате отжига содержание алюминия в поверхностном слое снижается, что уменьшает хрупкость алитированного слоя.
При алитировании в жидкой среде в стальном тигле расплавляют алюминий, насыщенный 6—8% железа, и в него погружают детали. Алитирование производится при температуре 750—800° С в течение 50—90 минут. Такая выдержка обеспечивает получение слоя глубиной 0,2—0,35 мм.
При газовом алитировании изделие вместе с порошком ферроалюминия погружают в реторту и пропускают хлористый водород. После обменных реакций, протекающих при температуре 850 — 1000° С, атомарный алюминий диффундирует в поверхностные слои деталей.
Процесс газового алитирования длится обычно не более 4 часов. За это время можно получить алитированный слой глубиной 0,4 мм. После окончания процесса как жидкого, так и газового алитирования рекомендуется производить диффузионный отжиг.
Диффузионным хромированием называют процесс насыщения поверхности стали хромом. Хромирование может производиться в твердых, газовых и жидких средах.
При хромировании в твердой среде применяют порошкообразную смесь из 60—65% металлического хрома или феррохрома, 30— 35% глинозема и 5% хлористого аммония. Процесс ведется при температуре 1000—1150° С в течение 7—12 часов. При хромировании низкоуглеродистой стали на поверхности деталей за это время образуется хромированный слой толщиной 0,1—0,25 мм.
При жидком хромировании изделия нагревают в ванне из расплавленных хлористых солей бария, магния и кальция с добавкой феррохрома и хлористого хрома. Процесс ведется при температуре 980-1000° С.
При хромировании в газообразной среде изделия нагревают до 950—1050° С в атмосфере парообразного хлористого хрома.
В низкоуглеродистых сталях хром растворяется в α-железе. В высокоуглеродистых сталях хром образует карбиды.
Хромированию подвергают различные детали и инструменты, от которых требуются высокая износоустойчивость, коррозионная стойкость и жаропрочность,—такие, как сверла, калибры, клапаны компрессоров и т. д. Жаростойкость хромированных сталей составляет 800—850° С.
Силицированием называют процесс поверхностного насыщения стали кремнием с целью повышения кислотоупорности, сопротивления износу и жаростойкости деталей. Силицирование проводят в твердом, жидком и газообразном цементаторе.
Для твердого силицирования используют смесь ферросилиция с шамотом. Чтобы ускорить процесс, добавляют хлористый алюминий. Процесс ведут при 1100 — 1200° С. При выдержке 4—10 часов образуется силицированный слой глубиной 0,2—0,7 мм.
При жидком силицировании используют хлористые соли с добавкой ферросилиция. Процесс ведут при 950— 1000° С.
Газовое силицирование имеет наибольшее промышленное значение; его проводят аналогично алитированию, с использованием ферросилиция. Процесс идет более интенсивно, чем в предыдущих случаях. После выдержки при 1050° С в течение 2 часов получают слой толщиной 1,0 мм, насыщенный кремнием.
Характерной особенностью силицированного слоя является его пористость. Если проварить деталь в масле при температуре 150— 200° С, масло, впитываясь в поры, способствует самосмазыванию детали, повышая ее стойкость при работе на истирание. Жаростойкость силицированных деталей не превышает 800—850° С.
В последние годы разработаны новые процессы повышения износоустойчивости стальных деталей, которые называются сульфидированием и сульфоцианированием. Сущность сульфидирования заключается в насыщении поверхности стальных деталей серой на глубину 0,2—0,3 мм путем их нагрева в расплавленных серноазотистых солях при температуре 550—600° С с выдержкой в течение 2—3 часов. В результате поверхность деталей насыщается серой до 0,5% и азотом до 1,0%. Сульфидированные детали хорошо работают на трение. По лабораторным исследованиям износоустойчивость деталей после сульфидирования повышается в 2—3 раза.
Сульфоцианирование — процесс поверхностного насыщения стали серой, углеродом и азотом. Совместное влияние серы и азота в поверхностном слое металла обеспечивает более высокую износоустойчивость. Сульфоцианирование проводится обычно в соляных ваннах при температуре 550—600° С.
Защита металлов от коррозии.
Коррозия металлов - разрушение металлов вследствие химического или электрохимического взаимодействия их с коррозионной средой. Для процесса коррозии следует применять термин «коррозионный процесс», а для результата процесса — «коррозионное разрушение». Образование гальванических пар с пользой применяют для создания батарей и аккумуляторов. С другой стороны, образование такой пары приводит к неблагоприятному процессу, жертвой которого становится целый ряд металлов, — коррозии. Под коррозией понимают происходящее на поверхности электрохимическое или химическое разрушение металлического материала. Наиболее часто при коррозии металл окисляется с образованием ионов металла, которые при дальнейших превращениях дают различные продукты коррозии. Коррозия может быть вызвана как химическим, так и электрохимическим процессом. Соответственно, различают химическую и электрохимическую коррозию металлов.
Электрохимическая коррозия. Этот вид коррозии проходит в среде, проводящей электрический ток. Многие металлические предметы, которые мы используем в быту, не подвергаются видимой коррозии, в то время как потерянный ключ быстро ржавеет. Следовательно, электрохимическая коррозия зависит от внешних условий (состава и концентрации электролита).
Химическая коррозия. Кислород воздуха взаимодействует с поверхностным слоем металла, при этом образуется оксидная пленка. Она образуется в условиях сухого воздуха и при комнатной температуре, и при нагревании.
Виды защиты от коррозии. Различают три вида защиты от коррозии:
- Конструкционный
- Активный
- Пассивный
Конструкционный метод включает в себя использование сплавов металлов, резиновых прокладок и др.
Активные методы борьбы с коррозией направлены на изменение структуры двойного электрического слоя. Применяется наложение постоянного электрического поля с помощью источника постоянного тока, напряжение выбирается с целью повышения электродного потенциала защищаемого металла. Другой метод — использование жертвенного анода, более активного материала, который будет разрушаться, предохраняя защищаемое изделие.
Пассивная борьба с коррозией – это применение эмалей, лаков, оцинковки и т.п. Покрытие металлов эмалями и лаками направлено на изоляцию металлов от окружающей среды: воздуха, воды, кислот и пр. Оцинковка (как и другие виды напыления) кроме физической изоляции от внешней среды, даже в случае повреждения ее слоя, не даст развиваться коррозии металла, т.к. цинк коррозирует охотнее железа (см. «электрохимическая коррозия» выше по тексту).
Защита металла от коррозии. Защиту от коррозии следует начинать с правильного подбора химического состава и структуры металла. При конструировании необходимо избегать форм, способствующих задержке влаги. Для защиты металла от коррозии применяют различные способы.
Легирование стали повышает ее антикоррозионные свойства. Например, совершенную стойкость к атмосферной коррозии показывают нержавеющие легированные стали, содержащие в большом количестве хром, который, образуя на поверхности оксидные пленки, приводит сталь в пассивное состояние. Существенно повышается (в 1,5...3 раза) коррозионная стойкость строительных сталей при введении в их состав меди (0,2...0,5 %). Повышенной стойкости нержавеющих сталей против коррозии способствуют также их однородность и небольшое содержание вредных примесей.
Защитные покрытия представляют собой пленки (металлические, оксидные, лакокрасочные и т.п.).
Металлические покрытия бывают двух типов — анодные и катодные. Для анодного покрытия используют металлы, обладающие более отрицательным электродным потенциалом, чем основной металл (например, цинк, хром). Для катодного покрытия выбирают металлы, имеющие меньшее отрицательное значение электродного потенциала, чем основной металл (медь, олово, свинец, никель и др.). Металлические покрытия наносят горячим методом, гальваническим и металлизацией.
При горячем методе покрытия изделия погружают в ванну с расплавленным защитным металлом, температура которого ниже, чем температура плавления изделия (цинк, олово, свинец).
Гальванический метод защиты состоит в том, что на поверхности изделия путем электролитического осаждения из растворов солей создается тонкий слой защищаемого металла. Покрываемое изделие при этом служит катодом, а осаждаемый металл — анодом.
Металлизация — покрытие поверхности детали расплавленным металлом, распыленным сжатым воздухом. Преимуществом этого метода защиты металла является то, что покрывать расплавом можно уже собранные конструкции. Недостаток заключается в том, что получается шероховатая поверхность.
Металлические покрытия можно наносить также посредством диффузии металла покрытия в основной металл— алитирование, силицирование, хромирование, а также способом плакирования, т.е. наложения на основной металл тонкого слоя защитного металла (биметалл) и зарепления его путем горячей прокатки (например, железо — медный сплав, дюралюминий — чистый алюминий).
Оксидирование — защита оксидными пленками. Для этого естественную оксидную пленку, всегда имеющуюся на металле, делают более прочной путем обработки сильным окислителем, например концентрированной азотной кислотой, растворами марганцевой или хромовой кислот и их солей. Частным случаем оксидирования является воронение стали. В этом случае на поверхности также создается оксидная пленка, но более сложными приемами, связанными с многократной термической обработкой при температуре ЗО0...40О°С в присутствии древесного угля.
Фосфатирование состоит в получении на изделии поверхностной пленки из нерастворимых солей железа или марганца в результате погружения металла в горячие растворы кислых фосфатов железа или марганца.
Лакокрасочные покрытия основаны на механической защите металла пленкой из различных красок и лаков. Ванны, раковины, декоративные изделия для защиты от коррозии покрывают эмалью, т. е. наплавляют на металл при температуре 750...800°С различные комбинации силикатов.
При временной защите металлических изделий от коррозии (транспортировании, складировании) используют для покрытия металла невысыхающие масла (технический вазелин, лак этиноль), а также ингибиторы, т. е. вещества, замедляющие протекание реакции (нитрит натрия с углекислым аммонием, с уротропином, ингибиторную бумагу и др.).