- 1. ОСНОВЫ МАТЕРИАЛОВЕДЕНИЯ
- 2. ОСНОВЫ ОБЩЕЙ ТЕХНОЛОГИИ МЕТАЛЛОВ
- 3. МАШИНОСТРОИТЕЛЬНОЕ ЧЕРЧЕНИЕ
- 4. ОБЩИЕ ТРЕБОВАНИЯ ПРОМЫШЛЕННОЙ БЕЗОПАСНОСТИ И ОХРАНЫ ТРУДА
- 5. ДОПУСКИ И ПОСАДКИ
- 6. КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ТЕХНИКА ИЗМЕРЕНИЙ
- 7. РАЗМЕТОЧНЫЕ ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТЫ
- 8. ОБЩИЕ ПОНЯТИЯ О ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ
- 9. РАЗМЕТОЧНЫЕ РАБОТЫ
- 10. МЕХАНИЧЕСКАЯ ОБРАБОТКА ДЕТАЛЕЙ
- ИТОГОВЫЙ МЕЖДИСЦИПЛИНАРНЫЙ ЭКЗАМЕН
1.1. Материаловедение
1. ОСНОВНЫЕ СВОЙСТВА МЕТАЛЛОВ И ИХ СПЛАВОВ
Металлами называются вещества, атомы которых располагаются в определённом геометрическом порядке, образуя при этом кристаллы.
Им присущ специфический металлический блеск. Кроме того, металлы обладают хорошей пластичностью, высокой теплопроводностью и электропроводностью. Это дает возможность обрабатывать их под давлением (прокатка, ковка, штамповка, волочение). Металлы обладают хорошими литейными свойствами, а также свариваемостью, способны работать при низких и высоких температурах. Металлические изделия и конструкции легко соединяются с помощью болтов, заклепок и сварки. Наряду с этим металлы обладают и существенными недостатками: имеют большую плотность, при действии различных газов и влаги коррозируют, а при высоких температурах значительно деформируются.
Существует такое определение как «чистый металл» оно весьма условно. Так как любой чистый металл содержит примеси, а потому его следует рассматривать как сплав.
Под термином «чистый металл» всегда понимается металл, содержащий примеси 0,01–0,001 %. Современная металлургия позволяет получать металлы высокой чистоты (99,999 %). Однако примеси даже в малых количествах могут оказывать существенное влияние на свойства металла.
Чистые металлы обладают высокой пластичностью и низкой прочностью, что не обеспечивает требуемых физико-химических и технологических свойств. Поэтому их применение в строительстве и технике в качестве конструкционных материалов сильно ограничено. Наиболее широко используют сплавы, обладающие более высокой прочностью, твердостью и износостойкостью и т. д.
Сплавы – это системы, состоящие из нескольких металлов или металлов и неметаллов. Все металлы и образованные из них сплавы делят на две группы: черные и цветные.
К черным металлам относятся железо и сплавы на его основе – стали и чугуны, остальные металлы являются цветными. В строительстве в основном применяют черные металлы – чугуны и стали для каркасов зданий, мостов, труб, кровли, арматуры в бетоне и для других металлических конструкций и изделий.
К цветным металлам относятся все металлы и сплавы на основе алюминия, меди, цинка, титана. Цветные металлы являются более дорогостоящими и дефицитными.
Физические свойства
К этим свойствам относятся: цвет, удельный вес, теплопроводность, электропроводность, температура плавления.
Цвет металла или сплава является одним из признаков, позволяющих судить о его свойствах. При нагреве по цвету поверхности металла можно примерно определить, до какой температуры он нагрет, что особо важно для сварщиков. Однако некоторые металлы (алюминий) при нагреве не меняют цвета. Поверхность окисленного металла имеет иной цвет, чем не окисленного.
Удельный вес — вес одного кубического сантиметра вещества, выраженный в граммах. В авто- и авиастроении вес деталей является одной из важнейших характеристик, поскольку конструкции должны быть не только прочными, но и легкими. Чем больше удельный вес металла, тем более тяжелым (при равном объеме) получается изделие.
Теплопроводность — способность металла проводить тепло — измеряется количеством тепла, которое проходит по металлическому стержню сечением в 1 см2 за 1 мин. Чем больше теплопроводность, тем труднее нагреть кромки свариваемой детали до нужной температуры.
Температура плавления — температура, при которой металл переходит из твердого состояния в жидкое.
Чистые металлы плавятся при одной постоянной температуре, а сплавы — в интервале температур.
Механические свойства
К механическим свойствам металлов и сплавов относятся прочность, твердость, упругость, пластичность, вязкость. Эти свойства обычно являются решающими показателями, по которым судят о пригодности металла к различным условиям работы.
Прочность — способность металла сопротивляться разрушению при действии на него нагрузки.
Твердость — способность металла сопротивляться внедрению в его поверхность другого более твердого тела.
Упругость — свойство металла восстанавливать свою форму и размеры после прекращения действия нагрузки.
Пластичность — способность металла изменять форму и размеры под действием внешней нагрузки и сохранять новую форму и размеры после прекращения действия сил. Пластичность — свойство, обратное упругости. Чем больше пластичность, тем легче металл куется, штампуется, прокатывается.
Вязкость — способность металла оказывать сопротивление быстро возрастающим (ударным) нагрузкам. Вязкость — свойство, обратное хрупкости. Вязкие металлы применяются в тех случаях, когда детали при работе подвергаются ударной нагрузке (детали вагонов, автомобилей и т. п.).
Технологические свойства
Пластичность - способность металла, подвергнутого нагрузке, деформироваться под действием внешних сил без разрушения и давать остаточную (сохраняющуюся после снятия нагрузки) деформацию. Пластичность иногда характеризуют величиной удлинения образца при растяжении. Отношение приращения длины образца при растяжении к его исходной длине, выражаемое в процентах, называется относительным удлинением и обозначается δ, %. Относительное удлинение определяется после разрыва образца и указывает способность металла удлиняться под действием растягивающих усилий.
Ковкость - способность металла без разрушения поддаваться обработке давлением (ковке, прокатке, прессовке и т.д.) называется его ковкостью. Ковкость металла зависит от его пластичности. Пластичные металлы обычно обладают и хорошей ковкостью.
Усадка - усадкой металла называется сокращение объема расплавленного металла при его застывании и охлаждении до комнатной температуры.
Соответствующее изменение линейных размеров, выраженное в процентах, называется линейной усадкой.
Жидкотекучесть - способность расплавленного металла заполнять форму и давать хорошие отливки, точно воспроизводящие форму, называется жидкотекучестью. Кроме хорошего заполнения формы, лучшая жидкотекучесть способствует получению здоровой плотной отливки благодаря более полному выделению из жидкого металла газов и неметаллических включений. Жидкотекучесть металла определяется его вязкостью в расплавленном состоянии.
Износостойкость - способность металла сопротивляться истиранию, разрушению поверхности или изменению размеров под действием трения называется износостойкостью.
Коррозионная стойкость - способность металла сопротивляться химическому или электрохимическому разрушению его во внешней влажной среде под действием химических реактивов и при повышенных температурах называется коррозионной стойкостью.
Обрабатываемость - способность металла обрабатываться при помощи различных режущих инструментов называется обрабатываемостью.
ЧЕРНЫЕ И ЦВЕТНЫЕ МЕТАЛЛЫ И СПЛАВЫ
В основную группу черных металлов входят чугун и сталь (ГОСТ 4832—58), в специальных чугунах – более 5%. Основным способом изготовления чугунов является плавка железных руд в доменных печах. Состоящие из природной смеси окислов железа и пустой породы (глинозема, кремнезема), железная руда служит основой получения железа. Освобождение от вредных примесей, восстановление из окислов и отделение от пустой породы при воздействии больших температур - позволяют получить железо. Полученные при доменной плавке чугуны подразделяются на белые, серые и ковкие.
Основой такой классификации является состав материала и его назначение. Чугун, содержащий до 4,5% углерода, определяется как белый. Его состав включает различные добавки, такие как: марганец, сера, кремний, фосфор. Способом его изготовления является процесс остывания жидкого чугуна, при этом, содержащийся в материале углерод образует цементит. Белый чугун по техническим характеристикам твердый и хрупкий. Область его применения – сырье для производства стали. При большом содержании в руде кремния и углерода в результате технологического процесса получают литейный или серый чугун. Химический состав включает: кремний - до 4,25%; углерод - 1,7 - 4,2%. Полученный в результате медленного остывания материал подвижен (заливка и разливка в формы) и легко поддается последующей обработке режущими инструментами. В состав серого чугуна углерод входит в виде чешуек графита. В местах излома материал имеет серый цвет. Содержание 2 - 2,2% углерода определяет ковкий чугун. Его получают с помощью процесса томления в печах отливок белого чугуна, размещенных в стальных ящиках.
Классификация сталей и сплавов производится по химическому составу, по качеству (по способу производства и содержанию вредных примесей), по степени раскисления и характеру затвердевания. Металла в изложнице, а также по назначению.
По химическому составу углеродистые стали различают в зависимости от содержания углерода на следующие группы:
• малоуглеродистые - менее 0,3% С;
• среднеуглеродистые - 0,3...0,7% С;
• высокоуглеродистые - более 0,7 %С.
В легированных сталях их классификация по химическому составу определяется суммарным процентом содержания легирующих элементов:
• низколегированные - менее 2,5%;
• среднелегированные - 2,5... 10%;
• высоколегированные - более 10%.
Легированные стали, и сплавы делятся также на классы по структурному составу:
в отожженном состоянии - доэвтектоидный, заэвтектоидный, ледвбуритный (карбидный), ферритный, аустенитный;
в нормализованном состоянии - перлитный, мартенситный и аустенитный. К перлитному классу относят углеродистые и легированные стали с низким содержанием легирующих элементов, к мартенситному - с более высоким и к аустенитному - с высоким содержанием легирующих элементов.
По качеству, то есть по условиям производства (способу производства и содержанию вредных примесей), стали и сплавы делятся на следующие группы:
Обыкновенного качества (рядовые) с содержанием серы менее 0,06 %, и с содержанием фосфора менее 0,07 %;
Качественные с содержанием серы менее 0,04 %, и с содержанием фосфора менее 0,035%;
Высококачественные с содержанием серы менее 0,025 %, и содержанием фосфора менее 0,025%;
Особо высококачественные с содержанием серы менее 0,015 %, и содержанием фосфора менее 0,025 %.
По назначению стали делятся:
Конструкционные, предназначенные для изготовления строительных и машиностроительных изделий.
Инструментальные, из которых изготовляют режущий, мерительный, штамповый и прочие инструменты. Эти стали содержат более 0,65% углерода.
С особыми физическими свойствами, например, с определенными магнитными характеристиками или малым коэффициентом линейного расширения: электротехническая сталь, суперинвар.
С особыми химическими свойствами, например, нержавеющие, жаростойкие или жаропрочные стали.
По степени удаления кислорода из стали, т. е. По степени раскисления, существуют:
• спокойные стали, т. е., полностью раскисленные; такие стали обозначаются буквами "сп" в конце марки (иногда буквы опускаются);
• кипящие стали - слабо раскисленные; маркируются буквами "кп";
• полуспокойные стали, занимающие промежуточное положение между двумя предыдущими; обозначаются буквами "пс".
Сталь обыкновенного качества подразделяется еще и по поставкам на 3 группы:
• сталь группы А поставляется потребителям по механическим свойствам (такая сталь может иметь повышенное содержание серы или фосфора);
• сталь группы Б - по химическому составу;
• сталь группы В - с гарантированными механическими свойствами и химическим составом.
В зависимости от нормируемых показателей (предел прочности, относительное удлинение, предел текучести, изгиб в холодном состоянии) сталь каждой группы делится на категории, которые обозначаются арабскими цифрами.3.
Термическая обработка (термообработка) стали, цветных металлов — процесс изменения структуры стали, цветных металлов, сплавов при нагревании и последующем охлаждении с определенной скоростью.
Термическая обработка (термообработка) приводит к существенным изменениям свойств стали, цветных металлов, сплавов. Химический состав металла не изменяется.
Виды термической обработки стали
Отжиг. Отжиг 1 рода (гомогенизация, рекристаллизация, снятие напряжений). Целью является получение равновесной структуры. Такой отжиг не связан с превращениями в твердом состоянии (если они и происходят, то это — побочное явление).
Отжиг 2 рода связан с превращениями в твердом состоянии. К отжигу 2 рода относятся: полный отжиг, неполный отжиг, нормализация, изотермический отжиг, патентирование, сфероидизирующий отжиг.
Закалку проводят с повышенной скоростью охлаждения с целью получения неравновесных структур. Критическая скорость охлаждения, необходимая для закалки, зависит от химического состава сплава. Закалка может сопровождаться полиморфным превращением, при этом из исходной высокотемпературной фазы образуется новая неравновесная фаза (например, превращение аустенита в мартенсит при закалке стали). Существует также закалка без полиморфного превращения, в процессе которой фиксируется высокотемпературная метастабильная фаза (например, при закалке бериллиевой бронзы происходит фиксация альфа фазы, пересыщенной бериллием).
Отпуск необходим для снятия внутренних напряжений, а также для придания материалу требуемого комплекса механических и эксплуатационных свойств. В большинстве случаев материал становится более пластичным при некотором уменьшении прочности.
Нормализация. Изделие нагревают до аустенитного состояния (на 30…50 градусов выше АС3) и охлаждают на спокойном воздухе
Дисперсионное твердение (старение). После проведения закалки (без полиморфного превращения) проводится нагрев на более низкую температуру с целью выделения частиц упрочняющей фазы. Иногда проводится ступенчатое старение при нескольких температурах с целью выделения нескольких видов упрочняющих частиц.
Цветные металлы — техническое название всех металлов и их сплавов (кроме железа и его сплавов).
Принята условная классификация цветных металлов, по которой они разделены по различным признакам, характерным для той или иной группы:
- легкие металлы (алюминий, титан, магний),
- тяжелые цветные металлы (медь, свинец, цинк, олово, никель),
- благородные металлы (в т. ч. платиновые металлы),
- тугоплавкие металлы,
- рассеянные металлы,
- редкоземельные металлы,
- радиоактивные металлы.
Цветная металлургия — отрасль металлургии, которая включает добычу, обогащение руд цветных металлов и выплавку цветных металлов и их сплавов. Различают металлургию легких металлов и металлургию тяжелых металлов.
Основные цветные металлы
Алюминий — это цветной металл, который обладает высокой электропроводностью, хорошей пластичностью, но имеет низкие механические свойства. Различают алюминий первичный и вторичный.
Медь — это металл, который является наиболее распространенным среди цветных, обладающим высокой пластичностью, электропроводностью и теплопроводностью. Медь хорошо сплавляется со многими металлами, образуя сплавы, которые широко используются в машиностроении.
Цинк — это цветной металл, который при обыкновенной температуре хрупок, но при нагреве до 100-150 градусов хорошо куется и прокатывается. Цинк устойчив против коррозии, однако разрушается под действием кислот и щелочей. Температура плавления — 419 градусов.
Применение цветных металлов
В современной технике объем применения цветных металлов и сплавов на их основе непрерывно растет. В связи с бурным развитием авиастроения, ракетной и атомной техники, химической промышленности в качестве конструкционных материалов в настоящее время стали применять такие металлы (и сплавы на их основе), как титан, цирконий, никель, молибден и даже ниобий, гафний и др.
Области применения отдельных цветных металлов и сплавов на их основе весьма разнообразны.
Медь и ее сплавы широко используют в химическом машиностроении, для изготовления трубопроводов самого различного назначения, емкостей, различных сосудов в криогенной технике и т. п.
Алюминий и его сплавы применяют для изготовления различных емкостей в химической и пищевой промышленности. Сплавы на основе алюминия широко применяют для самолетов, ракет, судов, в строительстве и т. п. в связи с их сравнительно высокой прочностью при малой плотности, высокой коррозионной стойкостью в некоторых агрессивных средах и высокими механическими свойствами при низких температурах.
Особенности цветных металлов
1. Некоторые металлы (медь, магний, алюминий) обладают сравнительно высокими теплопроводностью и удельной теплоемкостью, что способствует быстрому охлаждению места сварки, требует применения более мощных источников теплоты при сварке, а в ряде случаев предварительного подогрева детали.
2. Для некоторых металлов (медь, алюминий, магний) и их сплавов наблюдается довольно резкое снижение механических свойств при нагреве, в результате чего в этом интервале температур металл легко разрушается от ударов, либо сварочная ванна даже проваливается под действием собственного веса (алюминий, бронза).
3. Все цветные сплавы при нагреве в значительно больших объемах, чем черные металлы, растворяют газы окружающей атмосферы и химически взаимодействуют со всеми газами, кроме инертных. Особенно активные в этом смысле более тугоплавкие и химически более активные металлы: титан, цирконий, ниобий, тантал, молибден. Эту группу металлов часто выделяют в группу тугоплавких, химически активных металлов.
Особенности обработки цветных металлов
Цветные металлы прочны и долговечны, способны переносить высокие температуры. Недостаток только один — способность корродировать и разрушаться под воздействием кислорода.
Одним из самых эффективных методов защиты цветного металла от атмосферной коррозии считается нанесение защитных лакокрасочных материалов. Существуют три группы средств для защиты металлических поверхностей: грунтовки, краски и универсальные препараты «три в одном». Грунтовка — незаменимое средство борьбы с атмосферным окислением, одно- или двухслойное грунтование производится перед окрашиванием, помимо защитных свойств сообщая финишному покрытию лучшую адгезию к основанию. При выборе состава важно знать, что для разных металлов используются разные грунтовки
Для алюминиевых оснований используют специальные грунтовки на цинковой основе либо уретановые краски. Медь, латунь и бронзу обычно не красят — эти металлы поставляются на рынок с заводской обработкой, защищающей поверхность и подчеркивающей ее красоту. Если же целостность такого «фирменного» покрытия со временем нарушается, его лучше полностью удалить с помощью растворителя, после чего основание следует отполировать и покрыть эпоксидным или полиуретановым лаком.
Коррозия металлов — разрушение металлов вследствие химического или электрохимического взаимодействия их с коррозионной средой. Для процесса коррозии следует применять термин «коррозионный процесс», а для результата процесса — «коррозионное разрушение». Образование гальванических пар с пользой применяют для создания батарей и аккумуляторов. С другой стороны, образование такой пары приводит к неблагоприятному процессу, жертвой которого становится целый ряд металлов, — коррозии. Под коррозией понимают происходящее на поверхности электрохимическое или химическое разрушение металлического материала. Наиболее часто при коррозии металл окисляется с образованием ионов металла, которые при дальнейших превращениях дают различные продукты коррозии. Коррозия может быть вызвана как химическим, так и электрохимическим процессом. Соответственно, различают химическую и электрохимическую коррозию металлов.
Электрохимическая коррозия. Этот вид коррозии проходит в среде, проводящей электрический ток. Многие металлические предметы, которые мы используем в быту, не подвергаются видимой коррозии, в то время как потерянный ключ быстро ржавеет. Следовательно, электрохимическая коррозия зависит от внешних условий (состава и концентрации электролита).
Химическая коррозия. Кислород воздуха взаимодействует с поверхностным слоем металла, при этом образуется оксидная пленка. Она образуется в условиях сухого воздуха и при комнатной температуре, и при нагревании.
Различают три вида защиты от коррозии:
- Конструкционный
- Активный
- Пассивный
Конструкционный метод включает в себя использование сплавов металлов, резиновых прокладок и др.
Активные методы борьбы с коррозией направлены на изменение структуры двойного электрического слоя. Применяется наложение постоянного электрического поля с помощью источника постоянного тока, напряжение выбирается с целью повышения электродного потенциала защищаемого металла. Другой метод — использование жертвенного анода, более активного материала, который будет разрушаться, предохраняя защищаемое изделие.
Пассивная борьба с коррозией – это применение эмалей, лаков, оцинковки и т.п. Покрытие металлов эмалями и лаками направлено на изоляцию металлов от окружающей среды: воздуха, воды, кислот и пр. Оцинковка (как и другие виды напыления) кроме физической изоляции от внешней среды, даже в случае повреждения ее слоя, не даст развиваться коррозии металла, т.к. цинк коррозирует охотнее железа (см. «электрохимическая коррозия» выше по тексту).
Наносить защитные покрытия на металл можно различными способами. Оцинковку можно проводить в горячем цеху, «на холодную», газотермическим напылением. Окраску эмалями можно проводить распылением, валиком или кистью.
Большое внимание надо уделять подготовке поверхности к нанесению защитного покрытия. От того, насколько качественно будет очищена поверхность металла, во многом зависит успех всего комплекса мер по защите от коррозии.
ТЕРМИЧЕСКАЯ И ХИМИКО-ТЕРМИЧЕСКАЯ ОБРАБОТКА МЕТАЛЛОВ
Термическая обработка металлов
Свойства сплава зависят от его структуры. Основным способом, позволяющим изменить структуру, а следовательно, и свойства является термическая обработка.
Термическая обработка представляет собой совокупность операций нагрева, выдержки и охлаждения, выполняемых в определенной последовательности при определенных режимах, с целью изменения внутреннего строения сплава и получения нужных свойств (представляется в виде графика в осях температура – время, рис. 1).
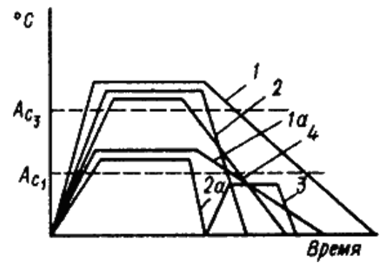
Рис.1. Графики различных видов термообработки: отжига (1, 1а), закалки (2, 2а), отпуска (3), нормализации (4).
Различают следующие виды термической обработки:
1. Отжиг 1 рода – возможен для любых металлов и сплавов.
Его проведение не обусловлено фазовыми превращениями в твердом состоянии.
Нагрев, при отжиге первого рода, повышая подвижность атомов, частично или полностью устраняет химическую неоднородность, уменьшает внутреннее напряжения.
Основное значение имеет температура нагрева и время выдержки. Характерным является медленное охлаждение
Разновидностями отжига первого рода являются:
- диффузионный;
- рекристаллизационный;
- отжиг для снятия напряжения после ковки, сварки, литья.
2. Отжиг II рода – отжиг металлов и сплавов, испытывающих фазовые превращения в твердом состоянии при нагреве и охлаждении.
Проводится для сплавов, в которых имеются полиморфные или эвтектоидные превращения, а также переменная растворимость компонентов в твердом состоянии.
Проводят отжиг второго рода с целью получения более равновесной структуры и подготовки ее к дальнейшей обработке. В результате отжига измельчается зерно, повышаются пластичность и вязкость, снижаются прочность и твердость, улучшается обрабатываемость резанием.
Характеризуется нагревом до температур выше критических и очень медленным охлаждением, как правило, вместе с печью (рис. 1 (1, 1а)).
3. Закалка – проводится для сплавов, испытывающих фазовые превращения в твердом состоянии при нагреве и охлаждении, с целью повышение твердости и прочности путем образования неравновесных структур (сорбит, троостит, мартенсит).
Характеризуется нагревом до температур выше критических и высокими скоростями охлаждения (рис. 1 (2, 2а)).
4. Отпуск – проводится с целью снятия внутренних напряжений, снижения твердости и увеличения пластичности и вязкости закаленных сталей.
5. Старение – разновидность отпуска, провозится в закалённых легированных сплавах при нормальной (естественное старение) или при повышенных температурах (искусственное).
Термическую обработку подразделяют на предварительную и окончательную.
Предварительная – применяется для подготовки структуры и свойств материала для последующих технологических операций (для обработки давлением, улучшения обрабатываемости резанием).
Окончательная – формирует свойство готового изделия.
Химико-термическая обработка металлов
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали.
Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой (твердой, жидкой, газообразной, плазменной), в которой осуществляется нагрев. В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура,
Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки.
В основе любой разновидности химико-термической обработки лежат процессы диссоциации, адсорбции, диффузии.
Диссоциация – получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения.
Например,
2NH3→2N+3H2 или CH4→C+2H2
Адсорбция – захват поверхностью детали атомов насыщающего элемента.
Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Диффузия – перемещение адсорбированных атомов вглубь изделия.
Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения. Химико-термическая обработка является основным способом поверхностного упрочнения деталей.
Основными разновидностями химико-термической обработки являются:
- цементация (насыщение поверхностного слоя углеродом);
- азотирование (насыщение поверхностного слоя азотом);
- нитроцементация или цианирование (насыщение поверхностного слоя одновременно углеродом и азотом);
- диффузионная металлизация (насыщение поверхностного слоя различными металлами).
Назначение и технология видов химико-термической обработки: цементации, азотирования нитроцементации и диффузионной металлизации/
Цементация – химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя атомами углерода при нагреве до температуры 900…950 oС.
Цементации подвергают стали с низким содержанием углерода (до 0,25 %).
Нагрев изделий осуществляют в среде, легко отдающей углерод. Подобрав режимы обработки, поверхностный слой насыщают углеродом до требуемой глубины.
Глубина цементации (h) – расстояние от поверхности изделия до середины зоны, где в структуре имеются одинаковые объемы феррита и перлита (h. = 1…2 мм).
Степень цементации – среднее содержание углерода в поверхностном слое (обычно, не более 1,2 %).
Более высокое содержание углерода приводит к образованию значительных количеств цементита вторичного, сообщающего слою повышенную хрупкость.
На практике применяют цементацию в твердом и газовом карбюризаторе (науглероживающей среде).
Участки деталей, которые не подвергаются цементации, предварительно покрываются медью (электролитическим способом) или глиняной смесью.
Цементация в твердом карбюризаторе
Почти готовые изделия, с припуском под шлифование, укладывают в металлические ящики и пересыпают твердым карбюризатором. Используется древесный уголь с добавками углекислых солей ВаСО3, Na2CO3 в количестве 10…40 %. Закрытые ящики укладывают в печь и выдерживают при температуре 930…950 oС.
За счет кислорода воздуха происходит неполное сгорание угля с образованием окиси углерода (СО), которая разлагается с образованием атомарного углерода по реакции:
2CO→CO2+Cat
Образующиеся атомы углерода адсорбируются поверхностью изделий и диффундируют вглубь металла.
Недостатками данного способа являются:
- значительные затраты времени (для цементации на глубину 0,1 мм затрачивается 1 час);
- низкая производительность процесса;
- громоздкое оборудование;
- сложность автоматизации процесса.
Способ применяется в мелкосерийном производстве.
Газовая цементация
Процесс осуществляется в печах с герметической камерой, наполненной газовым карбюризатором.
Атмосфера углеродосодержащих газов включает азот, водород, водяные пары, которые образуют газ-носитель, а также окись углерода, метан и другие углеводороды, которые являются активными газами.
Глубина цементации определяется температурой нагрева и временем выдержки.
Преимущества способа:
- возможность получения заданной концентрации углерода в слое (можно регулировать содержание углерода, изменяя соотношение составляющих атмосферу газов);
- сокращение длительности процесса за счет упрощения последующей термической обработки;
- возможность полной механизации и автоматизации процесса.
Способ применяется в серийном и массовом производстве.
Структура цементованного слоя
Структура цементованного слоя представлена на рис. 2.
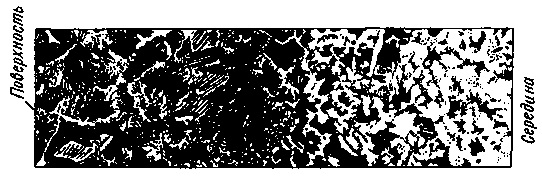
Рис. 2. Структура цементованного слоя
На поверхности изделия образуется слой заэвтектоидной стали, состоящий из перлита и цементита. По мере удаления от поверхности, содержание углерода снижается и следующая зона состоит только из перлита. Затем появляются зерна феррита, их количество, по мере удаления от поверхности увеличивается. И, наконец, структура становится отвечающей исходному составу.
Термическая обработка после цементации
В результате цементации достигается только выгодное распределение углерода по сечению. Окончательно формирует свойства цементованной детали последующая термообработка. Все изделия подвергают закалке с низким отпуском. После закалки цементованное изделие приобретает высокую твердость и износостойкость, повышается предел контактной выносливости и предел выносливости при изгибе, при сохранении вязкой сердцевины.
Комплекс термической обработки зависит от материала и назначения изделия.
Графики различных комплексов термической обработки представлены на рис. 3.
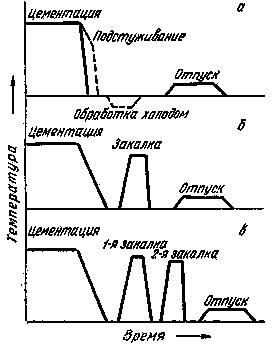
Рис. 3. Режимы термической обработки цементованных изделий
Если сталь наследственно мелкозернистая или изделия неответственного назначения, то проводят однократную закалку с температуры 820…850oС (рис. 3 б). При этом обеспечивается получение высокоуглеродистого мартенсита в цементованном слое, а также частичная перекристаллизация и измельчение зерна сердцевины.
При газовой цементации изделия по окончании процесса подстуживают до этих температур, а затем проводят закалку (не требуется повторный нагрев под закалку) (рис. 3 а).
Для удовлетворения особо высоких требований, предъявляемых к механическим свойствам цементованных деталей, применяют двойную закалку (рис. 3 в).
Первая закалка (или нормализация) проводится с температуры 880…900oС для исправления структуры сердцевины.
Вторая закалка проводится с температуры 760…780oС для получения мелкоигольчатого мартенсита в поверхностном слое.
Завершающей операцией термической обработки всегда является низкий отпуск, проводимый при температуре 150…180oС. В результате отпуска в поверхностном слое получают структуру мартенсита отпуска, частично снимаются напряжения.
Цементации подвергают зубчатые колеса, поршневые кольца, червяки, оси, ролики.
Азотирование – химико-термическая обработка, при которой поверхностные слои насыщаются азотом.
Впервые азотирование осуществил Чижевский И.П., промышленное применение – в двадцатые годы.
При азотировании увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость.
При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. При нагреве аммиак диссоциирует по реакции:
2NH3>2N+3H2.
Атомарный азот поглощается поверхностью и диффундирует вглубь изделия.
Фазы, получающиеся в азотированном слое углеродистых сталей, не обеспечивают высокой твердость, и образующийся слой хрупкий.
Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью.
Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю.
Глубина и поверхностная твердость азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали.
Цианирование и нитроцементация
Высокотемпературное цианирование – проводится при температуре 800…950oС, сопровождается преимущественным насыщением стали углеродом до 0,6…1,2 %, (жидкостная цементация). Содержание азота в цианированном слое 0,2…0,6 %, толщина слоя 0,15…2 мм. После цианирования изделия подвергаются закалке и низкому отпуску. Окончательная структура цианированного слоя состоит из тонкого слоя карбонитридов Fe2(C, N), а затем азотистый мартенсит.
По сравнению с цементацией высокотемпературное цианирование происходит с большей скоростью, приводит к меньшей деформации деталей, обеспечивает большую твердость и сопротивление износу.
Низкотемпературное цианирование – проводится при температуре 540…600oС, сопровождается преимущественным насыщением стали азотом
Проводится для инструментов из быстрорежущих, высокохромистых сталей, Является окончательной обработкой.
Основным недостатком цианирования является ядовитость цианистых солей.
Нитроцементация – газовое цианирование, осуществляется в газовых смесях из цементующего газа и диссоциированного аммиака.
Состав газа температура процесса определяют соотношение углерода и азота в цианированном слое. Глубина слоя зависит от температуры и продолжительности выдержки.
Высокотемпературная нитроцементация проводится при температуре 830…950oС, для машиностроительных деталей из углеродистых и малолегированных сталей при повышенном содержании аммиака. Завершающей термической обработкой является закалка с низким отпуском. Твердость достигает 56…62 HRC.
На ВАЗе 95 % деталей подвергаются нитроцементации.
Низкотемпературной нитроцементации подвергают инструмент из быстрорежущей стали после термической обработки (закалки и отпуска). Процесс проводят при температуре 530…570oС, в течение 1,5…3 часов. Образуется поверхностный слой толщиной 0,02…0,004 мм с твердостью 900…1200 HV. Нитроцементация характеризуется безопасностью в работе, низкой стоимостью.
Диффузионная металлизация
Диффузионная металлизация – химико-термическая обработка, при которой поверхность стальных изделий насыщается различными элементами: алюминием, хромом, кремнием, бором и др.
При насыщении хромом процесс называют хромированием, алюминием – алитированием, кремнием – силицированием, бором – борированием.
Диффузионную металлизацию можно проводить в твердых, жидких и газообразных средах.
При твердой диффузионной метализации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или CL2 образуется соединение хлора с металлом (AlCl3, CrCl2, SiCl4), которые при контакте с поверхностью диссоциируют с образованием свободных атомов.
Жидкая диффузионная металлизация проводится погружением детали в расплавленный металл (например, алюминий).
Газовая диффузионная металлизация проводится в газовых средах, являющихся хлоридами различных металлов.
Диффузия металлов протекает очень медленно, так как образуются растворы замещения, поэтому при одинаковых температурах диффузионные слои в десятки и сотни раз тоньше, чем при цементации.
Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000…1200oС) в течение длительного времени.
Одним из основных свойств металлизированных поверхностей является жаростойкость, поэтому жаростойкие детали для рабочих температур 1000…1200oС изготавливают из простых углеродистых сталей с последующим алитированием, хромированием или силицированием.
Исключительно высокой твердостью (2000 HV) и высоким сопротивлением износу из-за образования боридов железа (FeB, FeB2) характеризуются борированные слои, но эти слои очень хрупкие.
ЗАЩИТА МЕТАЛЛОВ ОТ КОРРОЗИИ
Коррозия металлов — разрушение металлов вследствие химического или электрохимического взаимодействия их с коррозионной средой. Для процесса коррозии следует применять термин «коррозионный процесс», а для результата процесса — «коррозионное разрушение». Образование гальванических пар с пользой применяют для создания батарей и аккумуляторов. С другой стороны, образование такой пары приводит к неблагоприятному процессу, жертвой которого становится целый ряд металлов, — коррозии. Под коррозией понимают происходящее на поверхности электрохимическое или химическое разрушение металлического материала. Наиболее часто при коррозии металл окисляется с образованием ионов металла, которые при дальнейших превращениях дают различные продукты коррозии. Коррозия может быть вызвана как химическим, так и электрохимическим процессом. Соответственно, различают химическую и электрохимическую коррозию металлов.
Электрохимическая коррозия. Этот вид коррозии проходит в среде, проводящей электрический ток. Многие металлические предметы, которые мы используем в быту, не подвергаются видимой коррозии, в то время как потерянный ключ быстро ржавеет. Следовательно, электрохимическая коррозия зависит от внешних условий (состава и концентрации электролита).
Химическая коррозия. Кислород воздуха взаимодействует с поверхностным слоем металла, при этом образуется оксидная пленка. Она образуется в условиях сухого воздуха и при комнатной температуре, и при нагревании.
Виды защиты от коррозии. Различают три вида защиты от коррозии:
- Конструкционный
- Активный
- Пассивный
Конструкционный метод включает в себя использование сплавов металлов, резиновых прокладок и др.
Активные методы борьбы с коррозией направлены на изменение структуры двойного электрического слоя. Применяется наложение постоянного электрического поля с помощью источника постоянного тока, напряжение выбирается с целью повышения электродного потенциала защищаемого металла. Другой метод — использование жертвенного анода, более активного материала, который будет разрушаться, предохраняя защищаемое изделие.
Пассивная борьба с коррозией – это применение эмалей, лаков, оцинковки и т.п. Покрытие металлов эмалями и лаками направлено на изоляцию металлов от окружающей среды: воздуха, воды, кислот и пр. Оцинковка (как и другие виды напыления) кроме физической изоляции от внешней среды, даже в случае повреждения ее слоя, не даст развиваться коррозии металла, т.к. цинк коррозирует охотнее железа (см. «электрохимическая коррозия» выше по тексту).
Защита металла от коррозии. Защиту от коррозии следует начинать с правильного подбора химического состава и структуры металла. При конструировании необходимо избегать форм, способствующих задержке влаги. Для защиты металла от коррозии применяют различные способы.
Легирование стали повышает ее антикоррозионные свойства. Например, совершенную стойкость к атмосферной коррозии показывают нержавеющие легированные стали, содержащие в большом количестве хром, который, образуя на поверхности оксидные пленки, приводит сталь в пассивное состояние. Существенно повышается (в 1,5...3 раза) коррозионная стойкость строительных сталей при введении в их состав меди (0,2...0,5 %). Повышенной стойкости нержавеющих сталей против коррозии способствуют также их однородность и небольшое содержание вредных примесей.
Защитные покрытия представляют собой пленки (металлические, оксидные, лакокрасочные и т.п.).
Металлические покрытия бывают двух типов — анодные и катодные. Для анодного покрытия используют металлы, обладающие более отрицательным электродным потенциалом, чем основной металл (например, цинк, хром). Для катодного покрытия выбирают металлы, имеющие меньшее отрицательное значение электродного потенциала, чем основной металл (медь, олово, свинец, никель и др.). Металлические покрытия наносят горячим методом, гальваническим и металлизацией.
При горячем методе покрытия изделия погружают в ванну с расплавленным защитным металлом, температура которого ниже, чем температура плавления изделия (цинк, олово, свинец).
Гальванический метод защиты состоит в том, что на поверхности изделия путем электролитического осаждения из растворов солей создается тонкий слой защищаемого металла. Покрываемое изделие при этом служит катодом, а осаждаемый металл — анодом.
Металлизация — покрытие поверхности детали расплавленным металлом, распыленным сжатым воздухом. Преимуществом этого метода защиты металла является то, что покрывать расплавом можно уже собранные конструкции. Недостаток заключается в том, что получается шероховатая поверхность.
Металлические покрытия можно наносить также посредством диффузии металла покрытия в основной металл— алитирование, силицирование, хромирование, а также способом плакирования, т.е. наложения на основной металл тонкого слоя защитного металла (биметалл) и закрепления его путем горячей прокатки (например, железо — медный сплав, дюралюминий — чистый алюминий).
Оксидирование — защита оксидными пленками. Для этого естественную оксидную пленку, всегда имеющуюся на металле, делают более прочной путем обработки сильным окислителем, например концентрированной азотной кислотой, растворами марганцевой или хромовой кислот и их солей. Частным случаем оксидирования является воронение стали. В этом случае на поверхности также создается оксидная пленка, но более сложными приемами, связанными с многократной термической обработкой при температуре ЗО0...40О°С в присутствии древесного угля.
Фосфатирование состоит в получении на изделии поверхностной пленки из нерастворимых солей железа или марганца в результате погружения металла в горячие растворы кислых фосфатов железа или марганца.
Лакокрасочные покрытия основаны на механической защите металла пленкой из различных красок и лаков. Ванны, раковины, декоративные изделия для защиты от коррозии покрывают эмалью, т. е. наплавляют на металл при температуре 750...800°С различные комбинации силикатов.
При временной защите металлических изделий от коррозии (транспортировании, складировании) используют для покрытия металла невысыхающие масла (технический вазелин, лак этиноль), а также ингибиторы, т. е. вещества, замедляющие протекание реакции (нитрит натрия с углекислым аммонием, с уротропином, ингибиторную бумагу и др.).
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ
Неметаллические материалы – это органические, и неорганические полимерные материалы: различные виды пластических масс, композиционные материалы на неметаллической основе, каучуки и резины, клеи, герметики, лакокрасочные покрытия, а также графит, стекло, керамика. В качестве конструкционных материалов они служат важным дополнением к металлам, в некоторых случаях с успехом заменяют их, а иногда сами являются незаменимыми. Достоинством неметаллических материалов являются такие их свойства, как достаточная прочность, жесткость и эластичность при малой плотности, светопрозрачность, химическая стойкость, диэлектрические свойства, делают эти материалы часто незаменимыми. Также следует отметить их технологичность и эффективность при использовании. Трудоемкость при изготовлении изделий из неметаллических материалов в 5–6 раз ниже, они в 4–5 раз дешевле по сравнению с металлическими. В связи с этим непрерывно возрастает использование неметаллических материалов в машиностроении автомобилестроении, авиационной, пищевой, холодильной и криогенной технике и др.
Двигатели внутреннего сгорания из керамики обходятся без водяного охлаждения, что невозможно при изготовлении их из металла; обтекатели ракет делают только из неметаллических материалов (графит, керамика). Трудно представить домашнюю утварь, аудио- и видеотехнику, компьютеры, спортивное снаряжение, автомобили и другую технику без неметаллических материалов – пластмассы, ламината, керамики, резины, стекла и др.
Пластмассы — это синтетические материалы, получаемые на основе органических и элементоорганических полимеров.
Классификация пластмасс
В зависимости от входящих компонентов все пластмассы можно разделить на следующие виды:
Пресспорошки — пластмассы с порошкообразными наполнителями;
Волокниты — пластмассы с волокнистыми Наполнителями (хлопчатобумажные волокна, стекловолокна, асбестовые волокна);
Слоистые пластики — пластмассы с наполнителями в виде ткани или бумаги (текстолит, стеклотекстолит, гетинакс);
Литьевые массы — пластики, обычно состоящие только из одного компонента — смолы; эти массы классифицируют по типу смолы;
Листовые термопластмассы, состоящие из смолы и небольшого количества пластификатора и стабилизатора (органическое стекло, винипласт).
По виду связующего материала различают:
а) фенопласты, в которых в качестве связующего используют фенолоформальдегидные смолы;
б) аминопласты, в которых в качестве связующего используют мочевиноформальдегидные и меламиноформальдегидные смолы;
в) эпоксипласты, в которых в качестве связующего используют эпоксидные смолы и т. д.
В зависимости от поведения связующего вещества при нагреве пластмассы разделяют на термореактивные и термопластичные.
Термореактивные пластмассы при нагреве до определенной температуры размягчаются и частично плавятся, а затем в результате химической реакции переходят в твердое, неплавкое и нерастворимое состояние. Термореактивные пластмассы необратимы: отходы в виде грата и бракованные детали обычно используют после измельчения только в качестве наполнителя при производстве пресспорошков.
Термопластичные пластмассы при нагреве размягчаются или плавятся, а при охлаждении твердеют. Термопластичные пластмассы обратимы, но после повторной переработки пластмасс в детали физико-механические свойства их несколько ухудшаются.
В зависимости от области применения различают пластмассы:
а) общего назначения (пресспорошки);
б) с высокими диэлектрическими свойствами (полиэтилен, полипропилен, полистирол, гетинакс и др.);
в) конструкционные (текстолит, стеклотекстолит, стекловолокнит и др.);
г) обладающие фрикционными свойствами (асботекстолит, асбоволокнит и др.);
д) обладающие антифрикционными свойствами (волокниты, полиамиды, фторопласт и др.);
е) химически стойкие (фторопласт, полиэтилен, полипропилен, винипласт и др.);
ж) теплостойкие (стеклопластики на основе кремнийорганических смол, фторопласты, поликарбонаты и др.);
з) теплоизоляционные, обладающие низким коэффициентом теплопроводности и малой плотностью (газонаполненные пластмассы — пенопласты, поропласты) и т. д.
Лакокрасочные материалы
Лакокрасочные материалы предназначаются для защиты поверхности металлических деталей от коррозии, а деревянных — от влаги и загнивания. Кроме того, лакокрасочные материалы применяют для придания деталям красивого внешнего вида, тепло- и электроизоляции и других целей, среди различных видов защитных и декоративных покрытий лакокрасочные покрытия являются наиболее распространенными. Однако они уступают металлическим покрытиям по твердости, износостойкости и термостойкости.
В состав лакокрасочных материалов входят: пленкообразующие вещества, растворители, пигменты, наполнители, сиккативы и пластификаторы.
Пленкообразующие вещества (растительные масла, смолы и эфиры целлюлозы) служат для создания защитной пленки и являются связующим для порошкообразных составляющих.
Растворители — бесцветные, жидкие органические вещества — (скипидар, бензин, ацетон, спирт и др.), служат для растворения пленкообразующих веществ с тем, чтобы было можно легко наносить их на окрашиваемую поверхность. Растворители должны быстро улетучиваться с поверхности после нанесения покрытия.
Пигменты — порошкообразные вещества (чаще всего, окислы или соли цветных металлов), не растворимые ни в пленкообразующем веществе, ни в растворителе. Они находятся в лакокрасочном материале во взвешенном состоянии. В качестве пигментов применяют также металлические порошки (алюминиевую, бронзовую пудры) и сажу. Пигменты придают пленке цвет и непрозрачность.
Красители — органические соединения, растворимые в пленкообразующем веществе и в растворителях. Они применяются для придания цвета лакокрасочному материалу с сохранением прозрачности.
Наполнители (мел, известь, тальк, каолин) применяют для замены части пигмента с целью удешевления лакокрасочного материала. Они не имеют яркой окраски и в пленкообразующем веществе не растворимы. В ряде случаев введение наполнителей способствует повышению прочности.
Пластификаторы (дибутилфталат, трикрезилфосфат и др.) вводят для увеличения пластичности пленки и устранения растрескивания ее.
Сиккативы (окислы и соли свинца, марганца, кобальта) применяют для ускорения процесса высыхания лакокрасочного покрытия. Лакокрасочные материалы в зависимости от пленкообразующих веществ подразделяются на масляные, смоляные и эфироцеллюлозные. Каждую из этих групп материалов подразделяют на лаки, эмали, шпатлевки.
Лаки — растворы пленкообразующих веществ в растворителях.
Эмали — растворы пленкообразующих веществ в растворителе с добавлением пигмента. Эмали подразделяют на грунтовочные и покровные.
Шпатлевки—-растворы пленкообразующих веществ в растворителе с добавлением пигмента и наполнителя. Содержание пигмента и наполнителя в шпатлевках берется в 2—3 раза больше, чем в эмалях, для придания соответствующей густоты.
К группе масляных лакокрасочных материалов относят масляные краски, Которые получают тщательным растиранием пигментов в масле. В настоящее время масляные краски мало применяют в промышленности из-за длительности сушки, мягкости пленки, набухания ее в воде, бензине и керосине. Эти недостатки отсутствуют у смоляных и нитроцеллюлозных лакокрасочных материалов.